|
不是 很懂,。,,看看 |
|
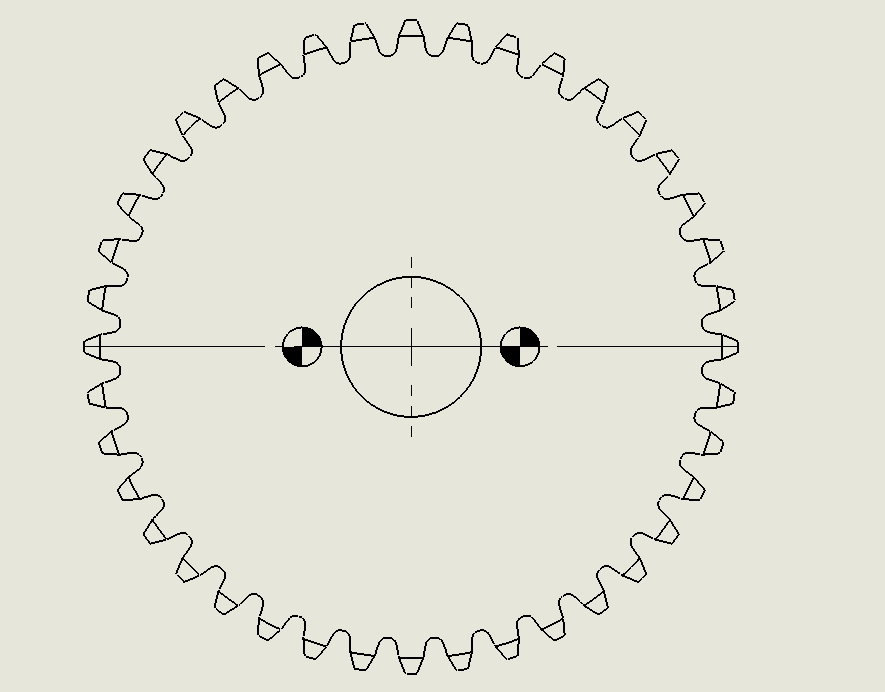
这里面有个前提,你齿轮本身的分度误差是多少,没有说明的话我们默认齿轮的等级满足要求的,理论上是对称的齿顶线穿过圆心,平分齿 那用齿轮3D模型生产的程序精铣孔,误差来自设备本身和装夹 |
| 如果销钉孔与齿轮内孔及齿形有位置要求的,必须内孔和齿形作为定位基准做钻夹具,如果是单个零件,则在立加上将与内孔相配合的短轴固定在工作台上,找内孔中心点,平移X轴至齿轮分度圆处,对称齿形即可。 |
| l这个主要是定位检测的问题,以上所有方案并没有提及,目前的加工中心即使提供了C轴和自动检测,却并没有根据检测结果自动定位的功能,所以楼主还是要想办法解决定位问题才行 |
| 工件数量? |
| 上加工中心,定位准确后镗孔过程只要零件不松动,精度是没问题的。最稳的还是线切割,就怕铣削过程中产品松动。 |
午子仙毫 发表于 2019-7-6 07:27 谢谢分享,现在主要是定位孔和齿轮的齿有角度精度,这个不知道怎么保证。 |
未来第一站 发表于 2019-7-5 21:50 谢谢,我找人咨询下先。 |
韩寒11 发表于 2019-7-5 21:12 谢谢分享,没用过这种加工中心,我找一家问下。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-13 04:06 , Processed in 0.054925 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂