
|
|
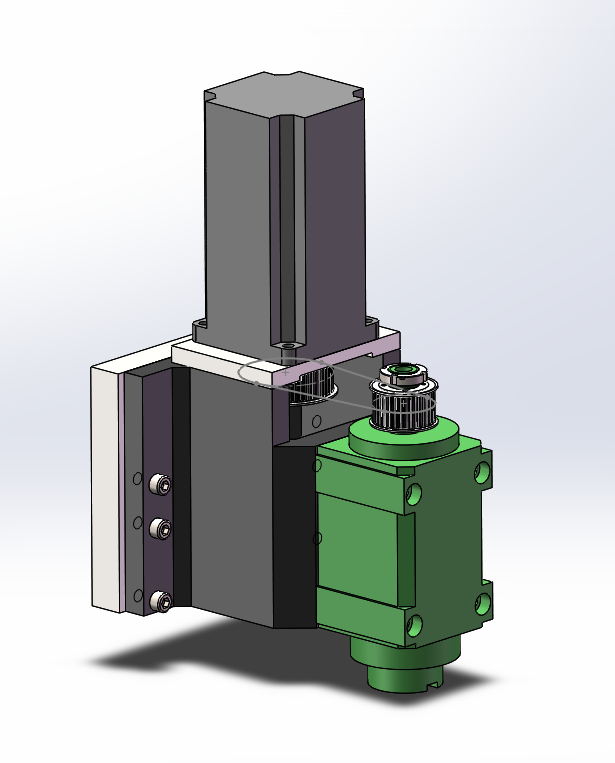
动力头很重吧?悬臂尽量做小,另外,同步带张紧空间有吗 ? |
5050药面整形装置.JPG (82.1 KB, 下载次数: 29)

|
看看这个结构行不行,你那方式,动力头比较重,悬臂太长,不稳定,另外,同步带轮涨紧方向不好操作 |
5050药面整形装置.JPG (82.1 KB, 下载次数: 29)
liufei0368 发表于 2018-4-1 22:07 一看你切削量多少 二看你焊接的时候焊接结构是怎么样的 最后要说的是,我机床床身铸件风吹日常2年照样有应力,是什么样的自信告诉你焊接去应力后会没应力的 楼主这种装主轴的,应力其实还是很大的 |
Venerealulcer 发表于 2018-3-31 13:01 焊接后退火,主要为了消除内部应力的,加工完后,变形不会很大吧 |
| 现在机床床身都有焊接拼接的,何况主轴固定座,先焊接再退火,之后机加工,只有工艺做到位,变形是可以控制的 |
| 焊接,至少比上螺丝几块板拼装靠谱~~~ |
| 还是整体铸造时效之后再做加工吧,这东西出现变形机床就废了三分之一了 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-9-29 09:25 , Processed in 0.054977 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂
