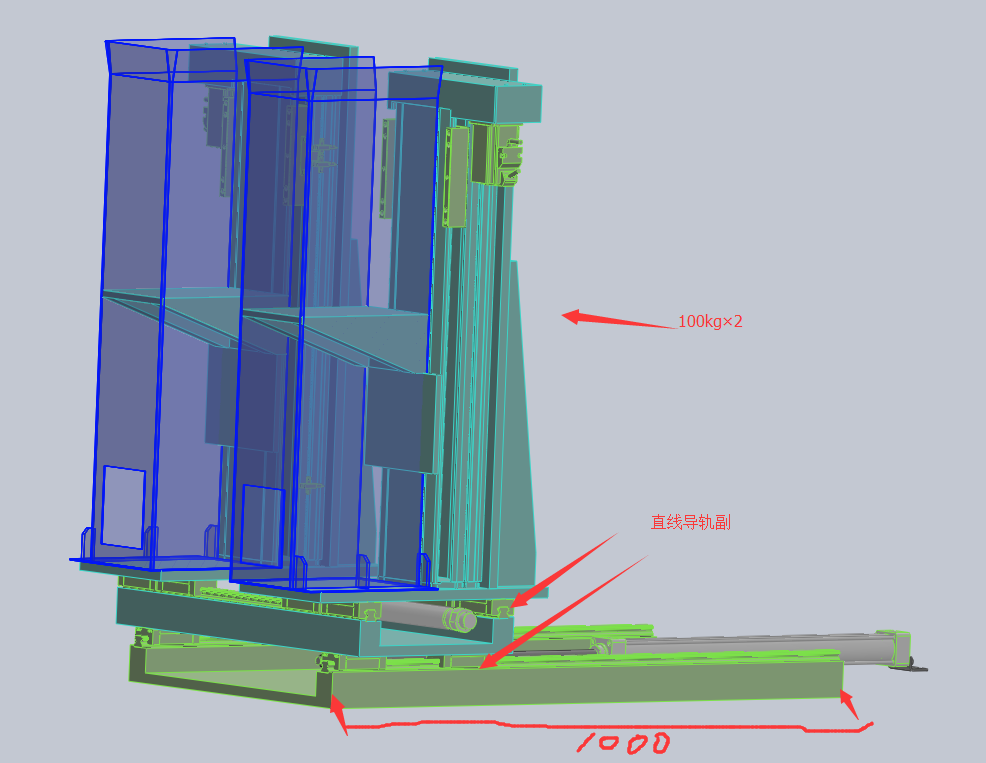
| 如果定位精度要求不高,可以考虑一边线性导轨,一边滚轮的支撑结构,这样对安装面的精度要求就低一些 |
| 焊后加工,加工前还得时效处理 |
| 看看不说话 |
| 常规手段就是焊接型材框架上预留导轨安装面,焊后机加;如果你上面的负载很轻,可以考虑用铝型材框架,可以直接安装导轨;或者如果你能保证型材焊接的质量,也就是焊后变形量很小,也可以考虑用一个衬板螺栓固定在型材上,然后再衬板上固定导轨,不过也需要适当的用塞片之类的调平。 |
| 学习中,顶了。 |
| 学习 |
| 焊后再加工比较好,若想保证导轨安装表面平面度和平行度好,必须使用机床一刀加工下来,建议上龙门铣床加工~ |
| 如果是直线导轨,我认为必须是整体焊接后在退火加工才能达到直线导轨的安装精度;主要看上面运动机构需要的精度,精度要求不高,可以采用其他类型的导轨,只要满足安装精度就可以。 |
| 加工没有问题,加工商不愿意上龙门铣那就换个加工商 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-16 06:54 , Processed in 0.164849 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂