|
角度对了也应该出去重新涂层一下。 不然寿命就像2楼说的,,肯定赶不上新刀!- g& A6 m. @& L2 B |
刀切面 发表于 2017-3-12 09:15 是自己公司的修磨中心修的刀,自己人坑自己人  |
黄旭品 发表于 2017-3-3 22:39! n4 I9 X9 G R Z% d 这是 国内小厂修磨??  3 r: q" o3 x. r4 U0 \. |2 @ 3 r: q" o3 x. r4 U0 \. |2 @ |
黄旭品 发表于 2017-3-4 16:41: y- ~7 J3 ` K; R: r! E7 n 哈哈哈哈,有意思吧!8 ]5 L9 m a! X0 H |
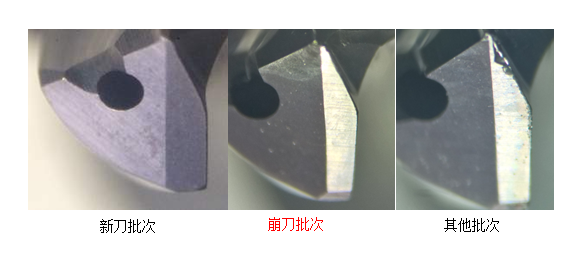
我是Alvin 发表于 2017-3-4 22:47 这批出现崩刀的钻头拿去重新检测过了,结果发现是后角和切入角不合格,导致钻头刃口强度不佳。我们有些刀同时加工铸铁工件和锻钢工件,加工锻钢时寿命蛮短的。还有磨钻头的师傅刃口倒角不好的话钻头也容易出问题,爱断刀和崩刀。在有刀具磨损监控的机床上用时会导致机床出现刀具磨损报警。8 a1 ?8 L# M1 n+ J* y; a9 f9 O/ | |
韩寒11 发表于 2017-3-3 22:196 y7 E! \ i% Z% y, i; I 这个和做钻头的师傅有很大的关系,一个是做钻头时给的刀具参数,还有如果是用来做钢件的钻头一般都需要钝化,手工钝化比较好,这个取决于做钻头师傅的水平,另外涂层也会影响钻头的寿命。 |
黄旭品 发表于 2017-3-4 16:414 t. c/ @* q- z' F5 V& j& ] 对得,修刀更技术手法很有关系的 |
xiaobing86203 发表于 2017-3-4 09:38 一般来说新刀是最稳定的,修磨刀的质量个人觉得和修磨的师傅有关系,比如有时候发现个别师傅修的刀和另外一个师傅修的差别蛮大的,一个稳定使用,另一个的断刀较多。 |
UGAIHAOWY 发表于 2017-3-4 08:27 这个值得学习一下。  |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-16 05:05 , Processed in 0.081839 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂