| 没看懂 |
daoimg 发表于 2016-12-13 21:38 好方案,可以一试 |
| 这个我感觉,下面应该做一个球面浮动支撑(就和球面垫片一样的),等零件到位后,使球面垫圈自适应工件底面,再用压板从上面压死零件,再退出顶销,进行加工内孔,余量不大,加工力应该不大!这应该比较合理。 |
|
内孔铰孔机,见过这样的设备:浮动装夹,芯轴插入》导正》铰孔。 需要在芯轴上做文章。 |
fangyunsheng 发表于 2016-12-12 13:32 流动的小球 目的 就是 初定位后,流动小球在进行夹紧定位,,, 待小球夹紧工件后并延时几秒,初定位 才松开,在此之前,初定位一直保持夹紧,工件受力 状态。。。 这个是根据该层主的思路往下走,,,我觉得可以试一试。。。 @面壁深功 |
|
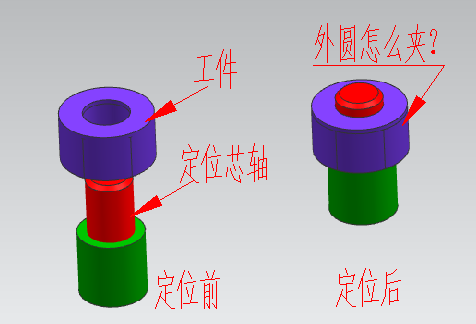
看了大家的回复 , 提出这样的思路 :以毛坯内孔初定位,然后 靠端面,夹紧 外圆,,夹外圆时为了保证中心不偏, 用 流动的小球 夹紧,自己找正。。 感应开关感应小球,确认夹紧后,,然后内孔初定位 芯轴移开。。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-27 22:09 , Processed in 0.053426 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂