夕禾 发表于 2016-5-17 18:58 粗糙度和加工精度没有直接关系吧。H11/c11这个配合,机械手册中还是推荐配合。 |
蓝色月饼 发表于 2016-5-17 10:54 你说对了,就是装在油缸铰轴上的,避免铰轴磨损。钢套外圆与铜套见习配合,又是外露安装的,所以精度要求不高,只要求耐磨点。 |
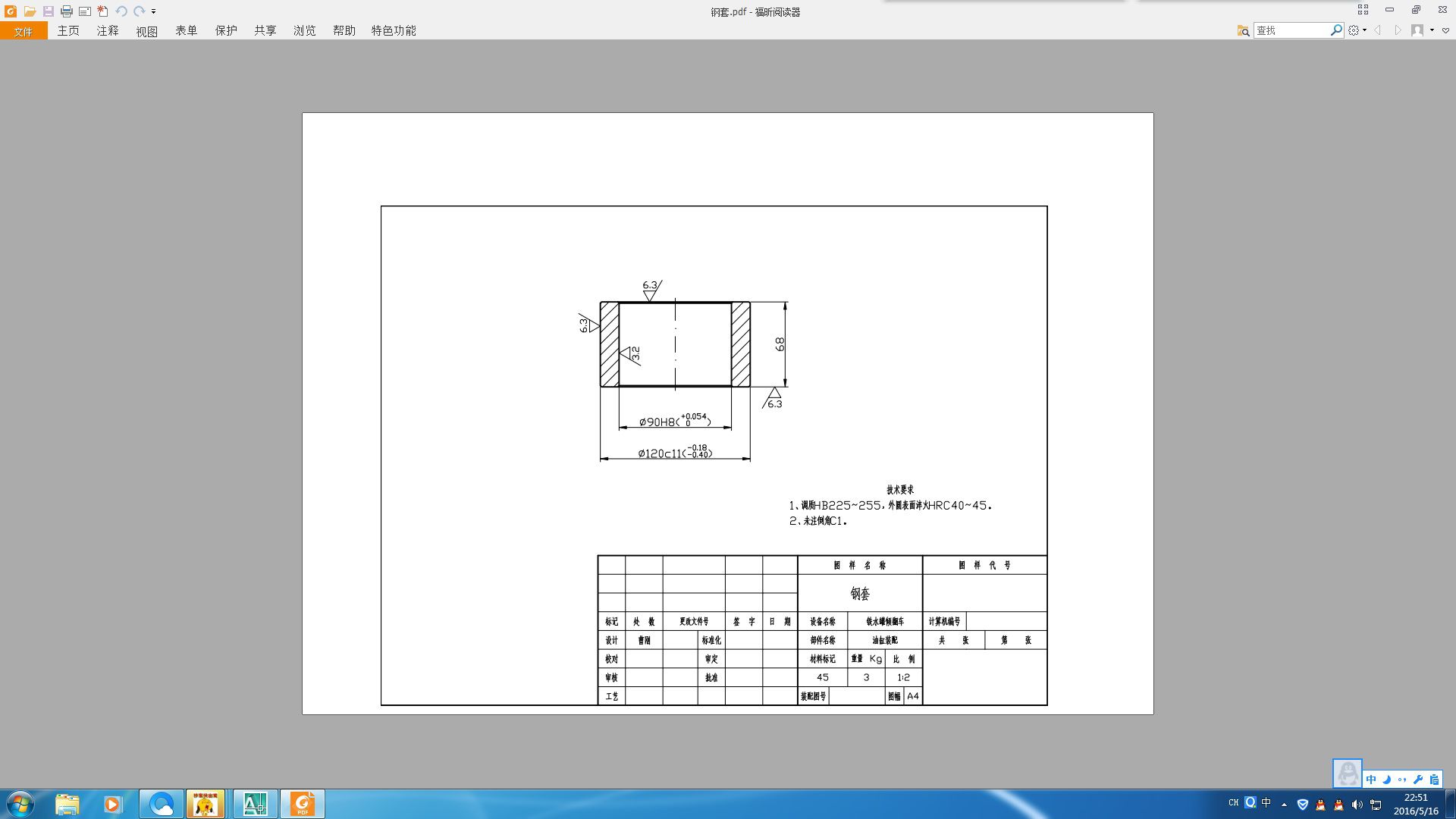
oldpipe 发表于 2016-5-17 09:50 这是油缸铰轴的套。这个套和油缸铰轴过盈配合,外圆与铜套见习配合。所以要求外圆较硬。 |
生葱 发表于 2016-5-17 11:24 氮化会变形,只是变形小点。 |
| 我觉得氮化处理好,那样不会变型,不过处理时间会长点,处理温度低尺寸又可以保证。 |
| 看图纸里面该件是油缸装配,不知道是不是装在油缸关节轴承两侧限位的 |
| 按技术要求上,先加工完成后进行外圆表面淬火后就可以了,不需要淬火后加工。 |
| 调质是为了改善材料的整体性能和加工性能。调质后紧跟半精加工,之后表面淬火,目的是提高表面硬度,一般淬火后磨外圆。不过看这图的尺寸精度和粗糙度要求很低,可以车带磨,用硬质合金或陶瓷刀车削绰绰有余。另外这个件的设计很费解:外圆要硬度,却是粗加工的精度和粗糙度,内孔的精度和粗糙度反而要求更高。有点奇怪,也许只是工艺图,还有后道工序? |
| 帮顶 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-27 00:14 , Processed in 0.052459 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂