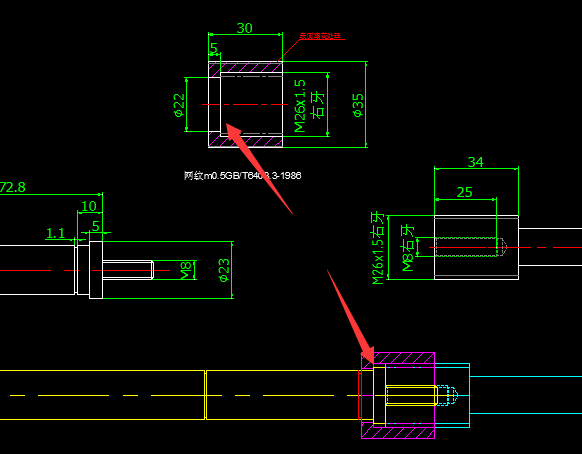
| 看你的装配图上M26X1.5的螺纹配合是不旋到底的,有5mm的台阶在那,因此可以不要退刀槽,保证螺母的螺纹深度大于20就行了。倒是你那M8的外螺纹需要退刀槽或者M8的内螺纹孔口需要做个沉头孔。 |
| 配合精度较高时应开退刀槽,否则用刀头平一下端面就行了。 |
| 不知道要求清角是否可行!我要求清角比较多。 |
| 就是空刀槽吗,拼钢网老王就是这么讲的,就是让出的一个尺寸 |
| 底部挑2-3毫米的槽即可。 |
我没有这类型的书,网上找的人家说了很多我不容易懂的 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-24 06:31 , Processed in 0.061587 second(s), 27 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂