| 建议楼主给个解决后的回复,这是对每位复贴者的莫大回报。 |
| 用的刀具是否跟样品一样 刀具的选用很重要 然后在看加工参数 |
| 用的刀具是否跟样品一样 刀具的选用很重要 然后在看加工参数 |
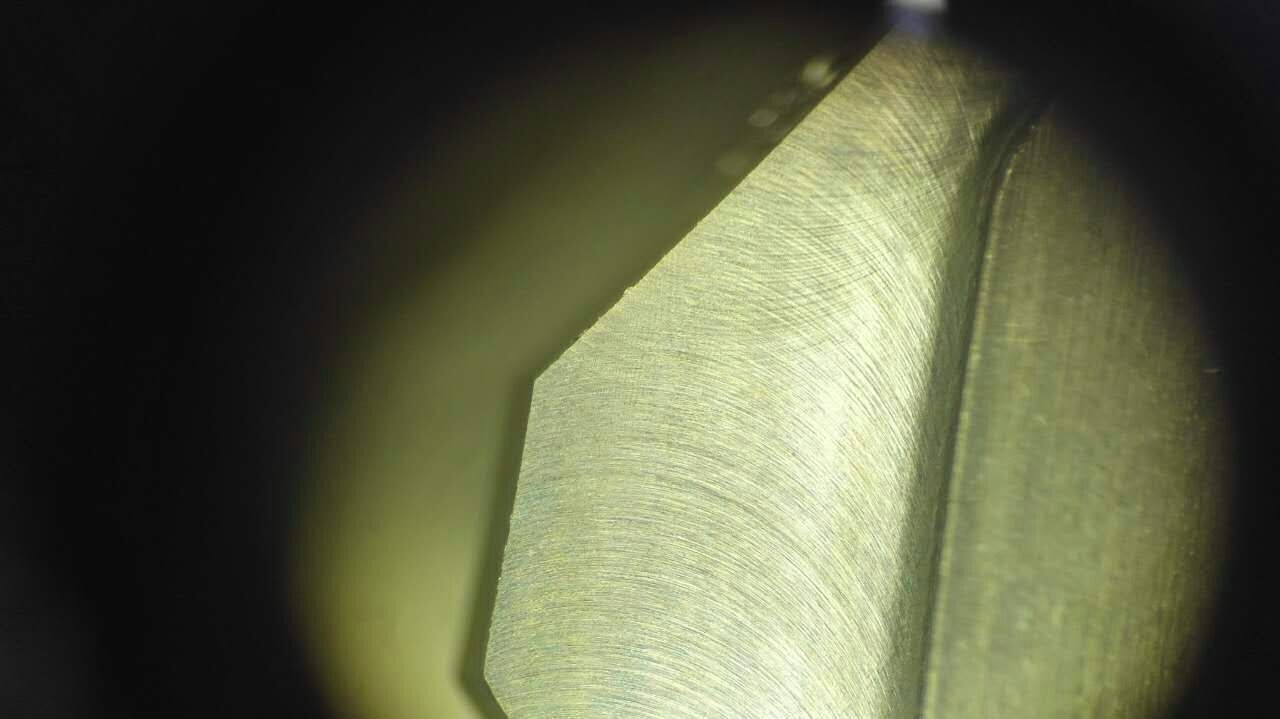
| 感觉海风79说的有道理。正常来说,如果刀具各切削刃长度很一致的话,加工出来应该是均匀的交叉网纹。你可以打一下刀具装在主轴上低速转动时的轴向窜动,如果大也有一定的影响。不过更多是进给太慢,刀具停留,重复切削留下的很浅的刀纹。你可以打一下平面粗糙度看看。 |
| 进给速度过快? |
| 进给速度过快? |
| 转速太高,进给量太小可以换算没转的切削量,实质上是在挤压而不是切削金属,在普铣上用600转精铣一刀表面很好,基本无刀纹进给;。 |
| 换大铣刀 |
机床牙齿 发表于 2015-9-24 10:41 正解,我也是这么想的。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-9-22 01:58 , Processed in 0.081524 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂