|
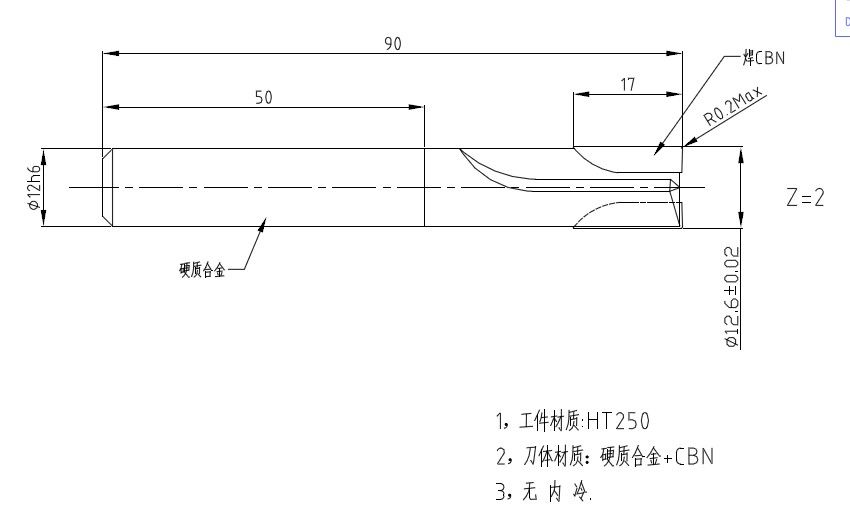
你手上的CBN铣刀端跳如何? 端跳0.01以下的可以用这个参数:& \8 f( D0 n: |- E3 t# Y 转速:6000n% F7 R% a7 ~6 h, P 切深:0.3mm w3 b y% z2 Q. y( |) j2 n 进给:720mm/min |
冷月梧桐 发表于 2013-12-16 12:19 
以前买刀时经销商发给我的,就这2张 |
| 底面余量留0.2~0.3左右吧,转速开个5000也差不多了,再高设备抗不住。关键是你的刀柄要好,安装后刃口跳动超过0.02的刀柄建议不要用了。进给的话你不能参考楼上的图,那是刀片式的,而且刀片的R角都比你的大,建议每齿进给0.03~0.05左右。 |
| 精加工底面余量留0.2-0.3 |
大灰 发表于 2013-12-16 11:55 跪求你的这份资料,可愿共享 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-16 14:28 , Processed in 0.063608 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂