Cavalier_Ricky 发表于 2013-10-31 14:50 谢谢你的建议,我也担心使用这种不太确定,看起来也不够稳定的结构。只是没有使用过这种斜楔机构,所以想了解一下。 |
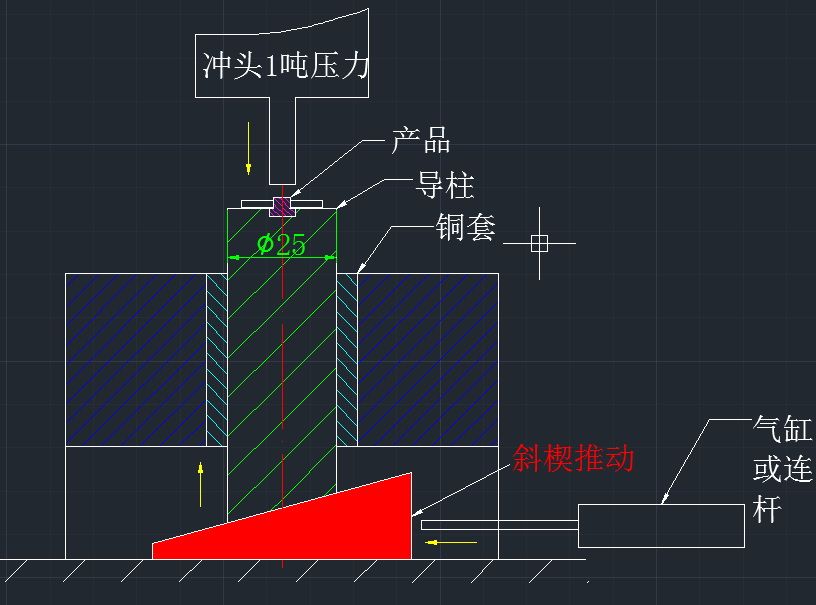
angel1399793 发表于 2013-10-31 14:31 你看到这个铜件是有个凸台的小件, 需要从下往上送,之前做了一台,工序是这样的:首先铜件从振动盘出来,推送到被铆接工件下方后,铜件掉入到顶升导柱的圆孔里定位, 再由顶升导柱往上顶,顶上去后,还需要顶升导柱里的销子将铜件的凸台推出顶升导柱,再将组合好的料送走,顶升导柱才能下来,由于零件的精度问题,以及产品尺寸公差太大,组合不是很稳定,后面的订单客户要求改进, 所以小设备考虑到稳定性与成本问题,希望能这样一次性定位并直接冲压, |
|
本帖最后由 Cavalier_Ricky 于 2013-10-31 14:52 编辑 我的原则是,底模的受力部位,一定要不择手段地设计成死的。这直接关系到精度和寿命。 参考建议: 不是铜件上升,而是上方工件下降后铆接。 另,斜碶的接触面,日常维护检查怎么办?这也是需要考虑的。 这是打算搞全自动还是半自动? |
|
为什么铆接楼主的这个小玩意需要这种结构? 能否说明下意义何在? |
315717 发表于 2013-10-31 13:57 谢谢 如果用简单的力的分解能否表明各工件的受力状况? 我担心的是第一锲块能否推动导柱,会不会有震动和不顺畅 第二就是这样子“自锁”效果好不好。 目前这个设备的结构,由于尺寸结构的问题,如果这个地方能这样实现,是最简易的方式。 |
|
不认为这样是好的方案,你分析一下导柱和楔块的受力。导柱在多次受力后与铜套的间隙会越来越大。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-2 18:46 , Processed in 0.058569 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂