| 精度很高啊 |
| 汗 |
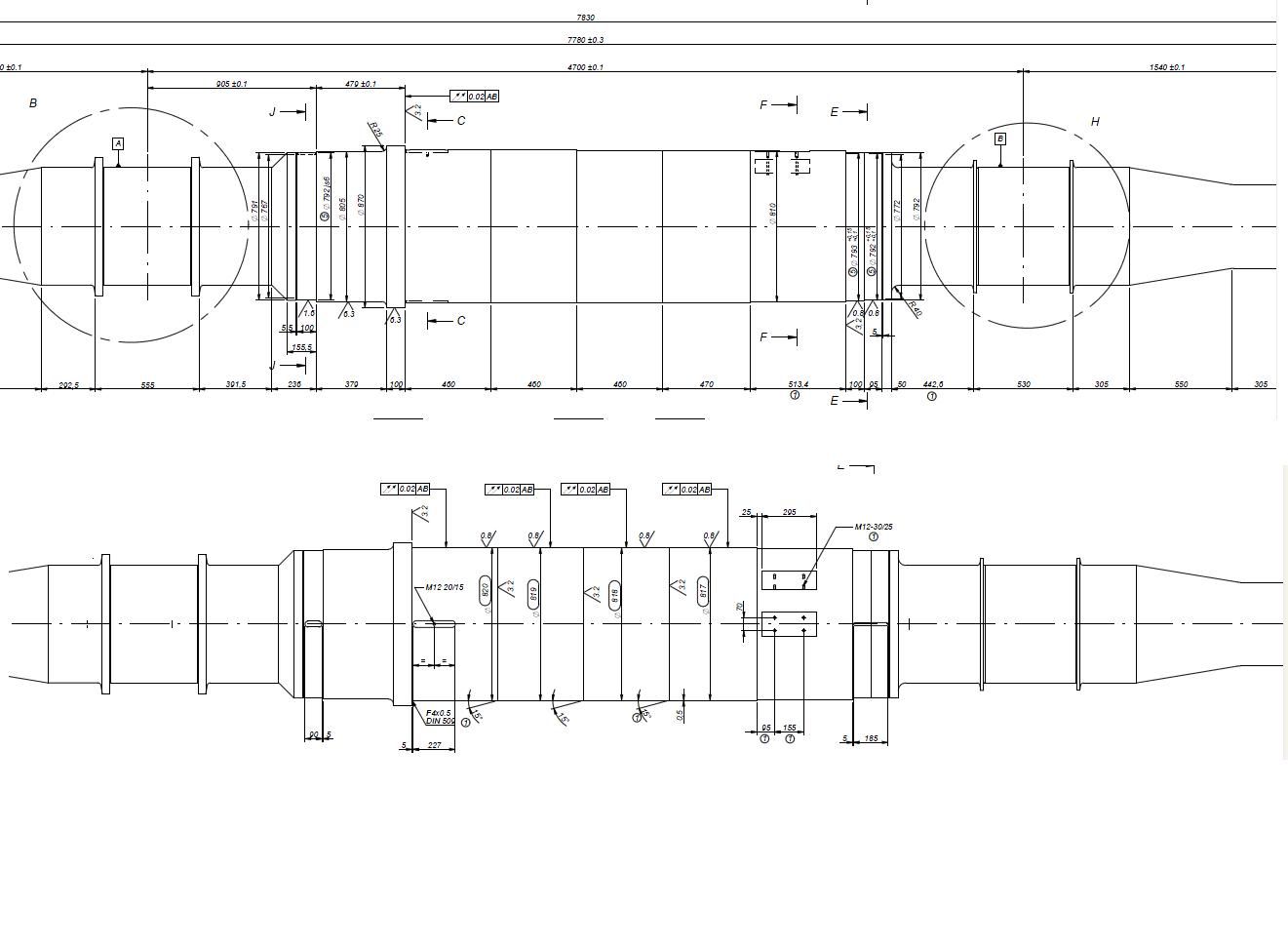
| 这个电机轴不难加工呀,大电机轴基本上都是这个精度! |
|
是什么电机啊 ,怎么大。 |
| 不知道我说的对不对 这样的图纸要求在车床是很难加工出来的 先不说光洁度 就是跳动 就很难保证 重型车床的主轴稍微有一点跳动 到工件上反应出来的就不是一点了 还有光洁度 对于重型设备来说 这样的光洁度要求相当高了 不过我们这里也做过这样的 长度在7米左右 直径在565毫米 难度比你的可能还要大 我们是加工留30到50丝的余量 用专用抛光设备抛光 抛光的过程中必须有像跟刀架样式的腐竹设备 才能保证跳动 不过这个是我们自己的技术部门自己做的 效果还算可以的 最后我们做到的光洁度为0.8到0.9之间 动平衡为3丝 我想你的直径比我们的要大 应该可以达到要求的 不过就是时间慢 加工一件活 用抛光电机抛光占用的时间是用车刀加工时间的两倍 |
| 我做过大型发电机转子,要有静压中心架最好,没有的话普通中心架装上三个死中心架头子,再加上润滑系统就行!修跳动的话你会的喽! |
| 说实话,第一次见这么大的电机轴~~ |
| 我们厂现在做6m的这么大的轴最好的轴承档跳动在0.01圆度在0.01以内,两个顶尖孔要修到跳动在0.01以内,再用磨床(固定顶针)应该可以能够加工出来的。 |
| 不好意思,2楼没说,呵呵,0.8只能磨,直接在车床上磨,还可以抛光,或者绗磨,保证没问题的,亲 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-10 07:31 , Processed in 0.059312 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂