|
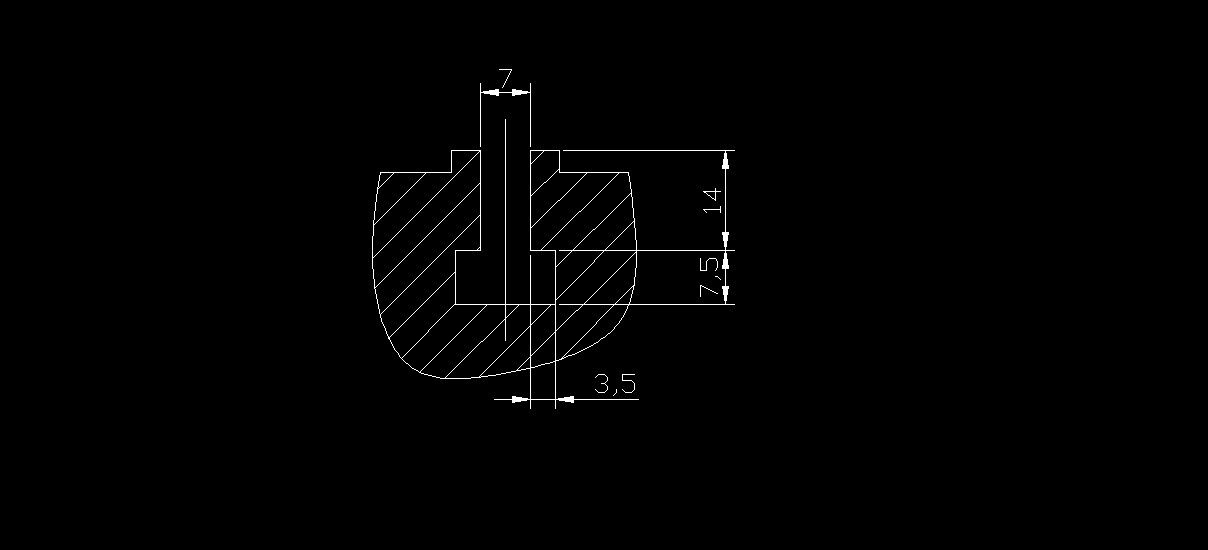
现在主要是楼主描述的不是很清楚啊 车刀的话就算是做这种轮廓的也没法用啊 怎么也得做两把刀啊 左右偏刀 |
twhaotw 发表于 2013-1-30 18:51 用硬质合金的机夹刀估计强度不够,如果一定想用硬质合金就用焊接刀吧,不过加工这样的槽,还是用高速钢合适。 |
| 傻啊,不能用合金刀的,我都不敢用。就你那7MM的槽用合金刀,还不一下就88 |
| 我天天车这种槽,用一把20*20的白钢刀,线切割割好,磨一下就可以车了,看你这也没精度,那是相当的简单啊, |
| 没太明白这个槽在外径上还是端面上,还有就是图纸上面有没有下刀位置,如果是装配用的话一定有装配用的孔或让位,如果有,就可以充分利用这些条件,先切一个稍浅的槽,然后换刀杆略粗的刀停车状态手动从让位处进刀,切槽到尺寸然后停车从让位处手动退刀,这样可以让刀杆强度尽量高些。如果是端面槽就相对简单了,可以用T形刀在铣床加工了,这些前提都是需要先加工出让位。 |
| 不容易加工 会拉刀 也容易断刀 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-22 06:17 , Processed in 0.060952 second(s), 28 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂