|
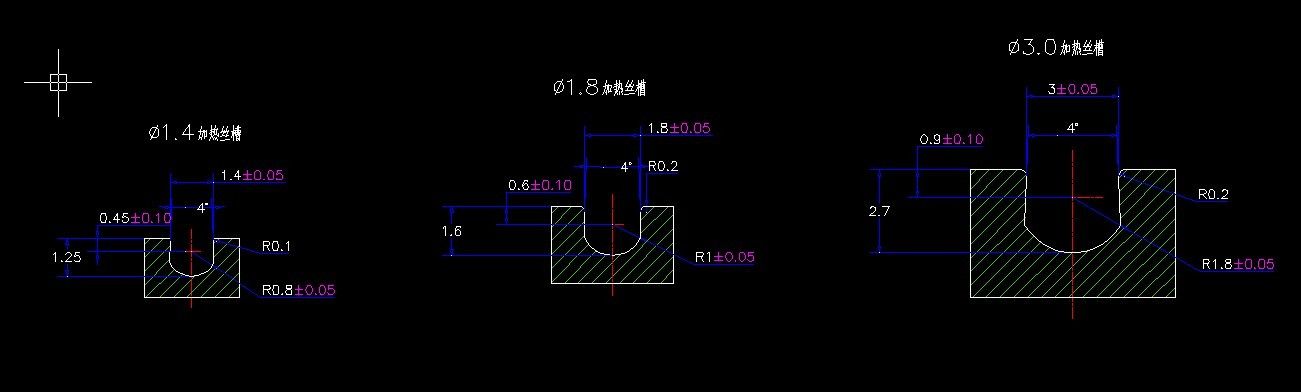
尺寸很小,做非标也是整体铣刀再磨出来?刀具的强度也很差,不划算啊。 槽还是下大上小,那一定是通槽咯??8 K5 l k; A& S/ S 还是考虑线切割之类的方式吧,个人感觉用切削加工的方法不太合适。 |
孤酒 发表于 2012-10-22 16:59 家里的数控设备不能做,毕竟头部太小了,尺寸很难把握的。 |
|
直径不大,请楼主说明被加工的材料,加工的设备,3 M( v: W( x4 k/ w" B: p 精度要求一般,应该粗精两刀能搞掂,就做成产品加工! F, s, l. h( S! D" j& A; _ 成形刀就可以了, |
| 只有一个视图,不知道槽的长度啊;如果槽的长度很短,那就比较简单了,设计非标成型刀即可。 |
| 慢走丝. |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-8 04:35 , Processed in 0.059719 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂