害怕伏枥 发表于 2011-12-29 18:48 谢谢您回帖 我的想法和你一样 但我还是希望有更好的加工方法 |
龙炎 发表于 2011-12-29 19:03 先脱模,再加工内槽 内孔和内槽的同心度 就保证不了了 |
| 不知道哦,应该可以的吧,主要是模具设计人员的构思了。大概需要用到像做吹塑模那样的构思才行 |
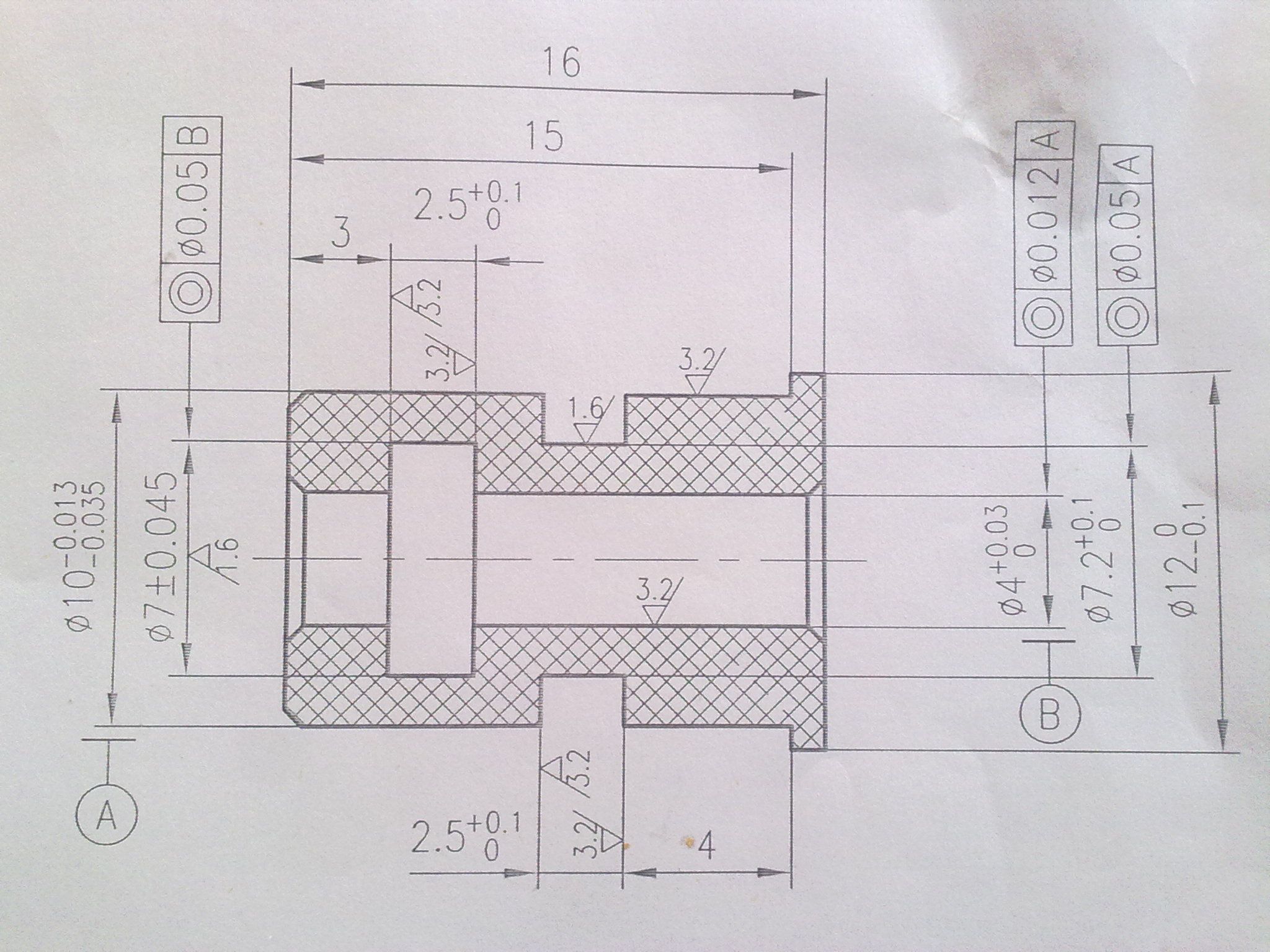
| 直接脱模不太现实,不过可以先脱模,再加工内槽φ7×2.5及外槽φ7.2×2.5,我想这样效率会高点 |
| 直径7的那个要机加工,其他的应该可以直接注塑成型的 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-12 06:08 , Processed in 0.054943 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂