只需一步,快速开始
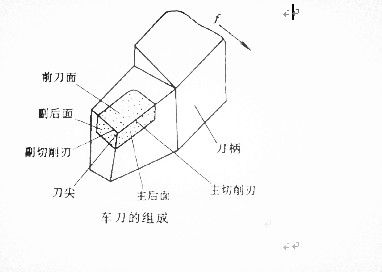
我磨出来的车刀车出来的工件表面粗糙度一点也不好,那位前辈能教教我怎样磨,是硬质合金车刀,我磨出来的车刀粗车还行一次进6 7个都不缠工件就是表面粗糙度不行我在网上找到一张图恳请各位前辈帮我在图上标注一下该 ...
未命名.jpg (22.93 KB, 下载次数: 124)
下载附件
2011-12-18 17:50 上传
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-12 22:19 , Processed in 0.055799 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂

