只需一步,快速开始
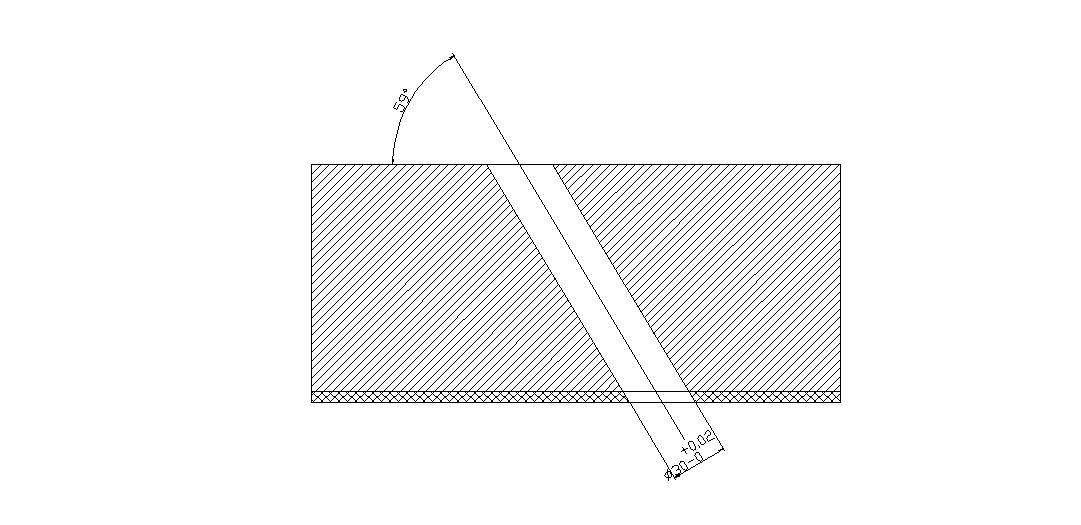
我们加工的一个零件是16MnNi材料(厚度120毫米)堆焊308L(3毫米)和309 L(3毫米)不锈钢,加工好的孔直径为30毫米公差0.02毫米,孔中心线与加工的板面夹角为59度,采用镗床加工,不知各位有没有好的加工方法和 ...
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-12 15:39 , Processed in 0.057406 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂