| 留个位置,看大神们的发言! |
方案也要别人看的是个样 |
| 支持一下吧,变压器测试,呵呵,好熟悉的几个字,空载、过载、直流电阻、单相不用做相序吧,呵呵。 |
| 我不建议你用伺服电机驱动,用分割器吧,可靠一些。 |
| l铝合金型材貌似60x60的,挂个伺服电机没问题,若担心的话可先锁块钢板,再把电机锁在钢板上 |
| 楼主这个方案实现了吗 |
|
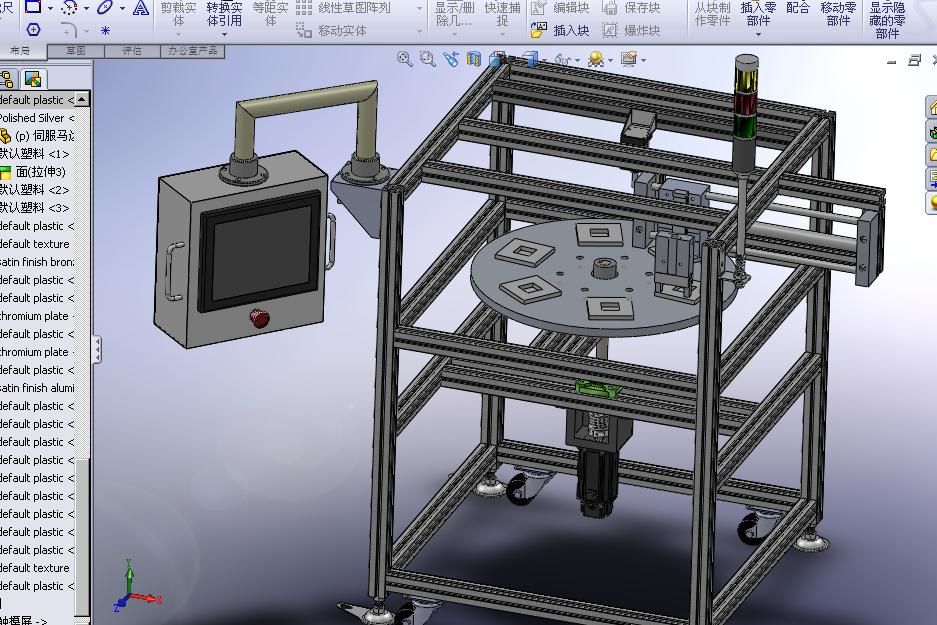
本帖最后由 CXFLBH 于 2010-8-3 17:22 编辑 回复 19# 实用才是王道 谢谢提出宝贵意见,用圆盘是客户提出来的,而且是必须的。因为前面有三道测试工序,如果其中有一道不合格,激光打标机就不动作,气动手指也不抓走,直接放回上料台,如果不用圆盘是做不到的。圆盘的速度比较慢,PLC发脉冲指令时用匀加减速,惯性不会太大。铝盘下面有一个圆形托盘法兰固定,应该好拆。在订单未确定之前一般都是原理性的图,只是说明一下。这个也不是我们的主打产品,有时帮客户顺带做一下,赚不赚钱是其次。 具体的动作流程及说明如下: 1、每个工作站测试一个参数,共需测试3个参数,从站1放入产品,站2激光打标,3,4,5参数测试,参数测试结果需要记录于触摸屏的U盘中,可以保存在其它电脑内。故障模式为8种代码。 同一个产品如果前面的3,4,5站测试结果ok,则产品在到达站6后,自动夹出放于流水线上,流到下一工位,如果前面的3,4,5站有任一站测试NG,该产品流入站6不被夹走,流入站1,并由触摸屏显示出故障代码提醒操作者。 2、自动测试过程,每一站在测试时,由PLC给出测试信号,仪器测试完成后输出OK或NG信号给PLC,由PLC保存,到第6站全数参数OK的产品夹出, 有任一参数NG的,流回站1。 3.测试结果用先进先出指令取出三组数据,再用位与门运算屏蔽不需要的位,然后将三组数据进行或运算取得故障代码后存入PLC,故障机用触摸屏用文字显示出来。 |
| 学习了,特别是西门大侠的几个疑问更是让海绵受益匪浅 |
| 以前做过类似的设备!鄙人才疏学浅,不知道我说的对不对!第一 600直径的圆盘加上夹具的重量在电机的转动下产生的扭矩,在伺服马达停止转动的一瞬间产生的惯性力 我估计你的机架承受不住太多的这样的冲击! 机构的稳固很重要!第二 其实这种动作要求不是很麻烦个人觉得圆盘式的过于浪费,圆盘样式的用于多工位的多动作的比较合适 ,我看你的设备就是一进一出 完全没必要用圆盘式! 你完全可以考虑直线型,效率绝对不会低于这种圆盘式。第三 想下你这台设备就算是成功了!出个什么问题想要维修的话估计需要大卸八块了!这种问题我是遇见过,我不知道绕了多少弯子才把圆盘拆下来,最后只有偷偷的骂工程师!估计你也不喜欢被人骂,好好考虑下!第四 我不知道你到底是老板还是工程师,要是老板的话这个机构过于简单可以说是卖不到什么价钱!当然简单也是必要的,只要能达到要求,简单才是高科技!实用才是王道!!! |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-12-1 14:52 , Processed in 0.050549 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂