| 你不知道的东西,其实和PLC的逻辑无关,你得问机械工程师,当时设计的时候是咋考虑的,机械会给你解释他的设计初心。 |
| 感觉各位老大的细心指教啊,我再琢磨琢磨,这行业用的知识面太多了,学会真不容易 |
cspcm8 发表于 2024-8-19 13:12 1ST扫码之后,后面的2ST,3ST,4ST,5ST又没有扫码器,PLC是怎么能跟踪到此工件标志位的?怎么能知道目前工件是在哪个工位上的? 答:先教你一个名称:先入先出。1ST至5ST是工位,我是顺序走的,1ST完了2ST以此类推。PLC在1ST定位完这个工件,工件往后面工位走,它的信号也都传2ST里了。2工位工作的前提是什么?1ST有件且条码正确。3工位工作的前提是什么?1和2工位都OK。明白了吗。 放个图自己没事看看。 |
1.png (82.07 KB, 下载次数: 12)

| 扫一次码,然后移位寄存器记录这个码走到哪个位置了就行。检测尺寸应该是气缸上带有电子尺一类的,气缸接触到电池推不动了,读取电子尺当前长度与产品长度比较,判断是OK还是NG。 |
| 这些传送带有的是链条,有的是同步带,用的是伺服电机,传送带移动多少,到哪里了,可以计算的明明白白 |
pengzhiping 发表于 2024-8-19 09:32 是一边卡主,另一侧气缸推;是有一个基恩士的位置传感器去感应的 |
qq252011149 发表于 2024-8-19 10:29 这位大哥说的很专业;但小弟还有一点不明白,1ST扫码之后,后面的2ST,3ST,4ST,5ST又没有扫码器,PLC是怎么能跟踪到此工件标志位的?怎么能知道目前工件是在哪个工位上的? |
|
利用PLC移位功能,记录当前判定值,NG就是0,OK就是1,第四工位就移动4次,判定当前01状态 |
|
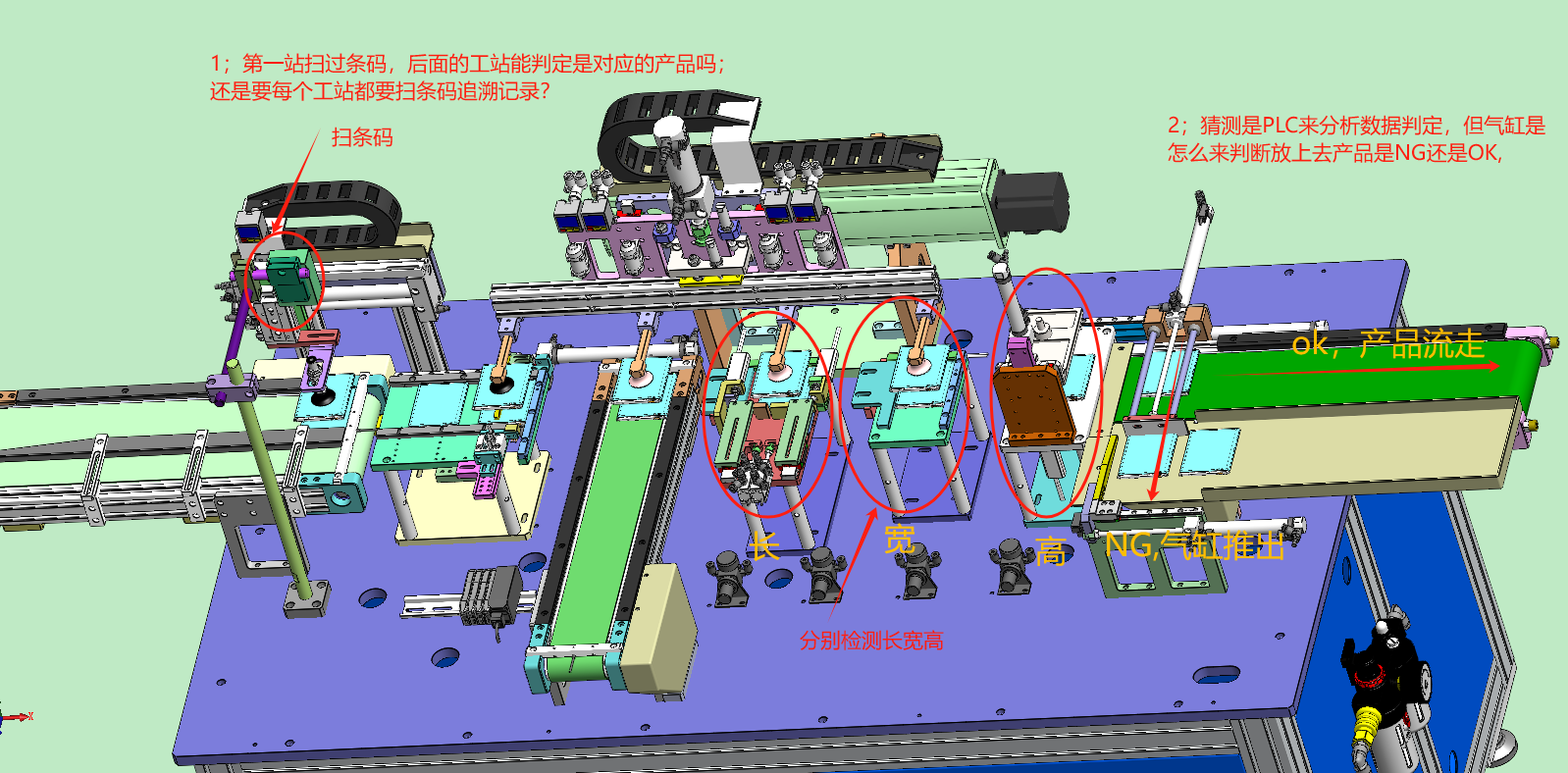
1;放料第一站扫条码,那后面的的工站知道检测是对应条码的产品吗?还是说各工位都要装个扫码器,每站都要扫一次; 答:我按电气思维描述下你的问题,放料位我叫1ST,工件上的条码便于追溯,机器扫码记录,PLC可以跟踪此工件后续标记。后续此工件每移动一工位,比如2ST;3ST;4ST;5ST等,都是此标志位在移动,有标识位可移动,没标识位就没件或者条码信息不对,后续工位不干。 2;检测长宽高尺寸时,PLc发指定给气缸判定ok\NG. , 但是气缸是怎么知道当下放上去的产品是OK品还是NG品,是要算好时间延时还是怎么回事? 答:比如2ST工位检测长,工件移动至2ST,PLC触发相机判定,相机反馈OK信号,则置位为1(真);机械结构移动到3ST,3ST初始条件是1ST有标识位,2ST为真,它才检测进行判断。相机反馈NG信号,则置位为0(假),NG气缸给推下去,NG计数,后续就不干了或者空走。 玩过空档接龙吗?原理差不多,一环扣一环,只是你看机械看不出来什么,都是后台数据在移动,在来回赋值,清值。其实就是O和1 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-20 04:34 , Processed in 0.055239 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂
