卢Tiger 发表于 2024-1-11 10:48 压筋需要冲床,模具啊 |
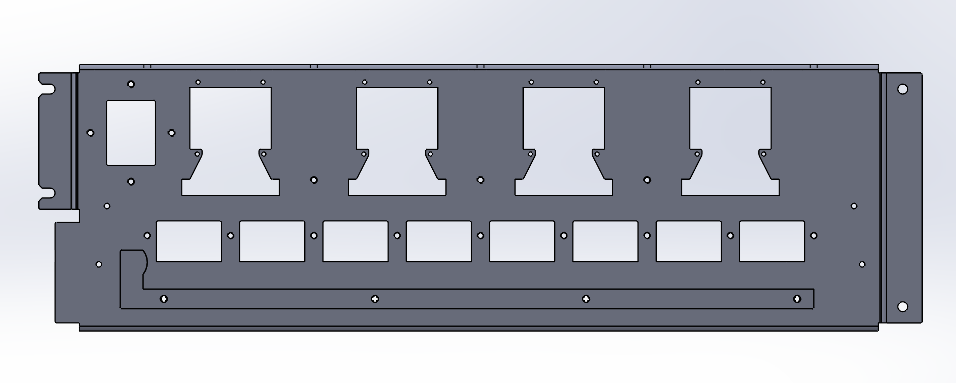
aban 发表于 2024-1-11 08:29 开方孔的位置是装芯片的,不开这么大的话,焊点避不开,引脚也比较难插上  加强筋加在两侧倒是感觉可以考虑 加强筋加在两侧倒是感觉可以考虑 |
| 焊接三块3mm厚的加强板,不如压3条加强筋。 |
测绘工 发表于 2024-1-11 08:00 所以我在板两侧都加了折弯想着能消除一些的平面本来的弯曲,但是平面还是拱起来了 |
学渣渣 发表于 2024-1-10 17:09 L型条的上平面因为要当限位用,所以拉铆的话有凸起不太行,另外就是拉铆不知道供应商能不能搞,毕竟我还有零件设计成冲孔供应商就搞不了。。。  |
| 校平 一下啊。 |
| 开的孔太规则了,对得太整齐,搞得中间只剩一条细条,另外是否可以压筋加强。 |
|
长型零件,什么也不焊,折弯也会弯。 我记得是折弯机不太好还是怎么来着,记不清了 |
MC狗 发表于 2024-1-10 16:19 要想排除焊点热胀冷缩,改为拉铆如何? |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-9-26 04:24 , Processed in 0.057626 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂