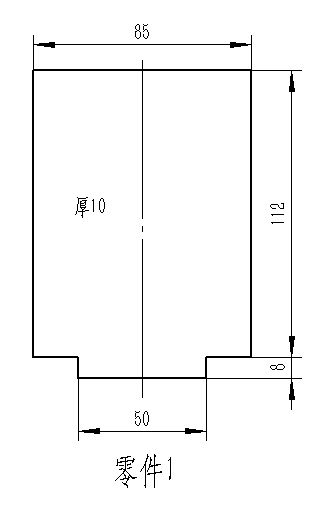
卢Tiger 发表于 2023-12-26 20:55 突然想到了一个问题。我这个是有卡槽的啊。如果我卡槽是按照过渡配合的,而且我板厚又那么厚。我想请教一下,这个怎么产生变形?这个变形的方向又是哪里?为什么有卡槽的情况下还会有变形? |
桌前一盆花 发表于 2023-12-26 09:12 我发一本《焊接残余应力的产生与消除》你看一下吧 |
卢Tiger 发表于 2023-12-25 18:43 谢谢了。你这样说的我肯定知道了。 问题是现在为什么要焊后加工?能不能拿出点实际的证据或者是参考依据?这就是设计工程师和绘图工程师的根本区别,你要拿出不可被反驳的理由来证明你是对的。 |
| 焊接后加工,放一段时间都会自己变形。 |
| 设置加强筋,消除焊接应力,焊后加工 |
桌前一盆花 发表于 2023-12-25 18:14 板子够厚 轴够粗 焊接后加工6丝 1米的长度没问题 只要不是特别重 特别大 |
阳光的快乐生活 发表于 2023-12-25 18:14 谢谢。中间是一个滚筒,直径500MM,中间是中空的,焊后加工件。 |
阳光的快乐生活 发表于 2023-12-25 18:12 谢谢你分析的这么透。这个只是示意。方便大家理解的。真正的板厚是30-50之间。而且1米长的轴有500MM粗,另一端也有支撑的。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-6 19:39 , Processed in 0.052264 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂