| 有没有一种可能,铣个槽的加工量远小于你铣个台阶出来。 |
广州粤研钟彦华 发表于 2022-11-9 14:29 我们之前有个大型设备,客户要求导轨平行度2丝,也用的这种楔块压紧的 |
| 单边定位,另外一边要能调整一下会好一点,防止有加工不到位憋住的情况,调都没法调 |
-YUN- 发表于 2022-11-9 15:18 是这个道理,像我们公司车间工人都是农民工,只会锁螺丝,所以都是直接平面不加工,装配时,工人推得动就行,电机大个2-3倍 ,硬拉;打表,工人都不会,如果不长,也是 铣槽直接锁,减少工人工作量,;单边定位,工人连百分表都不会用 怎么弄 |
| 一般都定位销解决 |
|
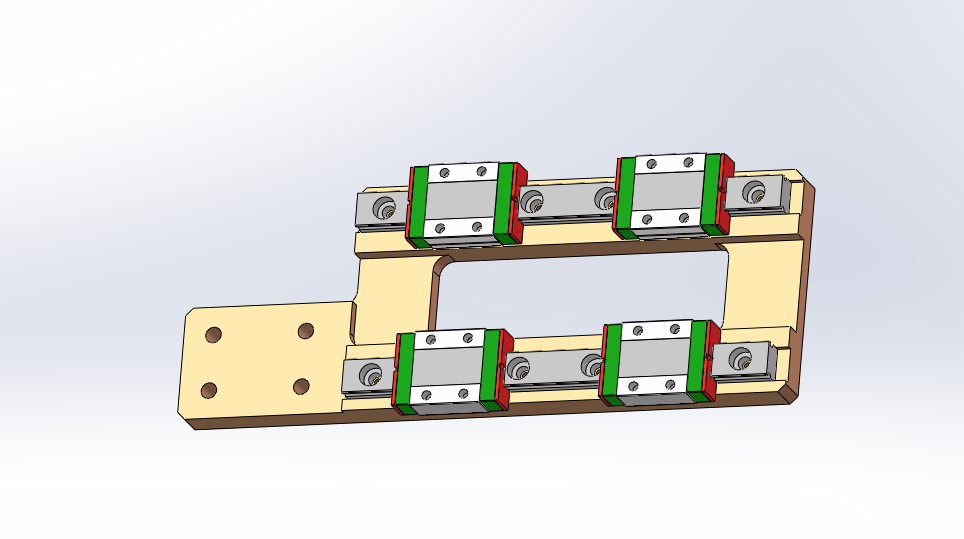
我设计的升降结构,总行程200mm,正常使用时也就在5毫米的区域往复运动。 考虑到正常使用时的行程过短,也是采用铣槽的方式直接安装导轨。首先是这么短的距离,铣槽加工也能保障两个滑轨间的平行度。其次,这种方式对安装人员非常友好,组装的效率可以大大提升。 |
| 按我见过的,精度没要求的,直接锁平面上。要求再高一点的,铣个和导轨一样宽的槽,安装时眯着眼卡进去;要求再高一点的,就用单边定位,装的时候再调整平行度啥的吧。 |
| 样本上是有需要打定位槽的,我们也这么搞过,是焊接完成后再上床铣,保证精度和后续安装方便。 |
| 样本上都是基准面定位,非基准面压紧。实际看精度吧。 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-26 09:34 , Processed in 0.056272 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂