不进则退wp 发表于 2022-8-15 08:44 谢谢,我们这种如果单边留0.1的余量应该是不够的,好多东西装配上去调整能差好多。不过您这种方法不错,我记录一下,以后说不定用得着。 |
|
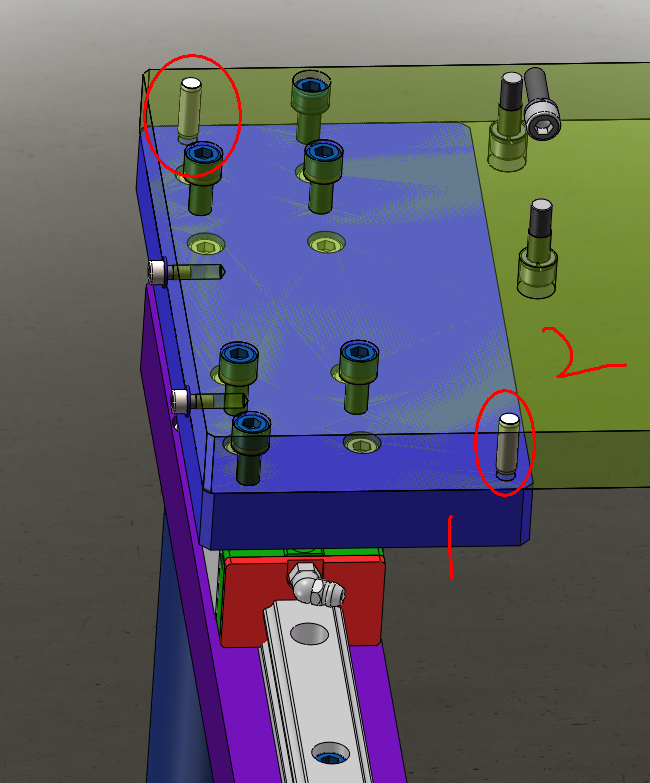
本帖最后由 不进则退wp 于 2022-8-15 08:45 编辑 做过检具,对销子陪做要求比较高,都是上下打好孔,都留单边0.1的余量,最后扩孔铰孔,再装m6公差的销子,因为要保证装配0.005以下的位置度,很多还会拆除再陪做。位置度装配精度0.01以上,就可以慢丝加工直接装配了。你这种明显是微调到位后定位的,安你现在这样做没问题,看钳工师傅水平了 |
| 建议中锥形销,便于以后拆卸。 |
| 你这要现场调试精度的,这种搞法是可以的,只是钻的时候垂直度要保证 |
Dandylian 发表于 2022-8-12 16:12 多谢多谢,我去查下配作这个关键词。我这没学过这个,基础太差了,多谢指点。 |
| 这个专业术语叫配作,机床装配工艺中经常使用! |
hxt610 发表于 2022-8-12 15:20 有道理,谢谢。我去找找 |
|
如果条件允许,用磁力钻更好些; 过去,不能上台钻或者钻铣床或者摇臂钻等的,都用磁力钻。 |
| 没问题。钳工都这么干的 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-16 06:58 , Processed in 0.057329 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂