| 你这成品合格率低了点,工艺方便我是半吊子水平。不过做油品方面的我还是懂的,如果说提升合格率,我们可以尝试换下切削油,如果你需要我看可以给你提高试用装,我电话17602117251 |
| 等于没说 |
| 转速超800,振纹出现了 |
| 高光加工,转速800,低了吧,8000可以试试吗? |
|
刀具方面:换更锋利的刀,刀杆也要选刚性非常好的,比如合金刀杆;刀具、刀柄做动平衡处理; 参数:精光的转速不够,还要往上提,具体提多少还要根据你的设备来,至少50%吧,一般来说普通加工中心主轴转速极限大约在5000~7000转 |
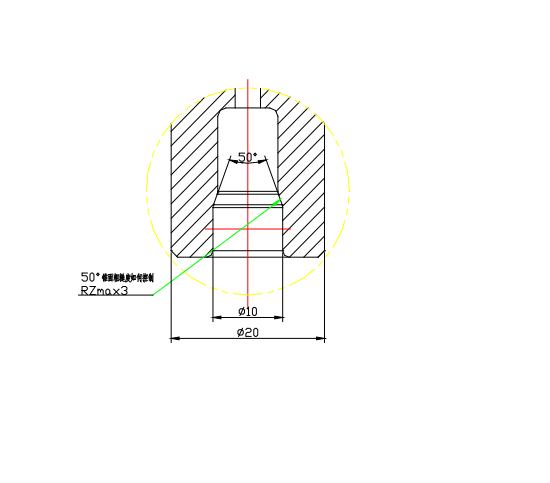
| 没标错,就是Rzmax 3,我们采用镗刀加工,大批量生产现在合格率很低,现在只有60%合格,如何提高合格率是摆在面前的难题。 |
| 锥铰刀试试了 |
| Rz 3,车床做不到吧。确定不是标错了吗? |
| 不锈钢304材料精镗内锥面,粗糙度达不到Rzmax3。请高手指点,从加工工艺方面(如刀具选择、参数设定、冷却方式)给予指导,谢谢 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-3-14 16:16 , Processed in 0.055271 second(s), 16 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂