|
本帖最后由 lmjs 于 2022-6-3 10:05 编辑 我给你出个招吧。 前提: 1:硅钢片尺寸一致性好 2:硅钢片至少有一个内凹槽和两个中心对称的外凹槽可以作为定位基准。 具体方法: 底座改成中间圆柱固定,水平两侧有可移动的滑块。中心圆柱尺寸做小些,装夹一个立着的刀片,作为内凹槽的定位基准。左侧,右侧滑块同样安装立着的刀片,作为外凹槽的定位基准。(要选择轴心对称的外凹槽) 圆柱底座整体可以倾斜,放平。装配时,先称量好硅钢片,放在一边。 先让底座稍微倾斜,两个外侧滑块张开,工人装硅钢片时,只要注意将内凹槽对准中心圆柱上的定位刀片,由于重力作用,硅钢片会“挂”在刀片上,串成一串,并且会在重力作用下,自动摆正姿态。 全部硅钢片装完后,再推动两个外侧滑块,滑块上的刀片会压紧外凹槽,这样通过三个刀片,将硅钢片定位牢靠。 然后引入外部机构,压紧硅钢片(电磁铁或者气缸等等),撤掉两个滑块,开始焊接。 如果设计得当,底座一直保持倾斜也可以 |
cwq798 发表于 2022-5-27 16:59 这个原来是内部限位的,所以内部不太好做成涨套的情况,人工上料只有10S时间,所以不能由人工来整理。 |
| 压紧之前 拿工具对外径整理一下? |
cwq798 发表于 2022-5-27 16:34 硅钢片内部不能承受较大的力,会导致内部变形,还有就是每个硅钢片对位需要准确,中间的槽内需要串铜管的,所以涨套的情况有点难以实现。 |
|
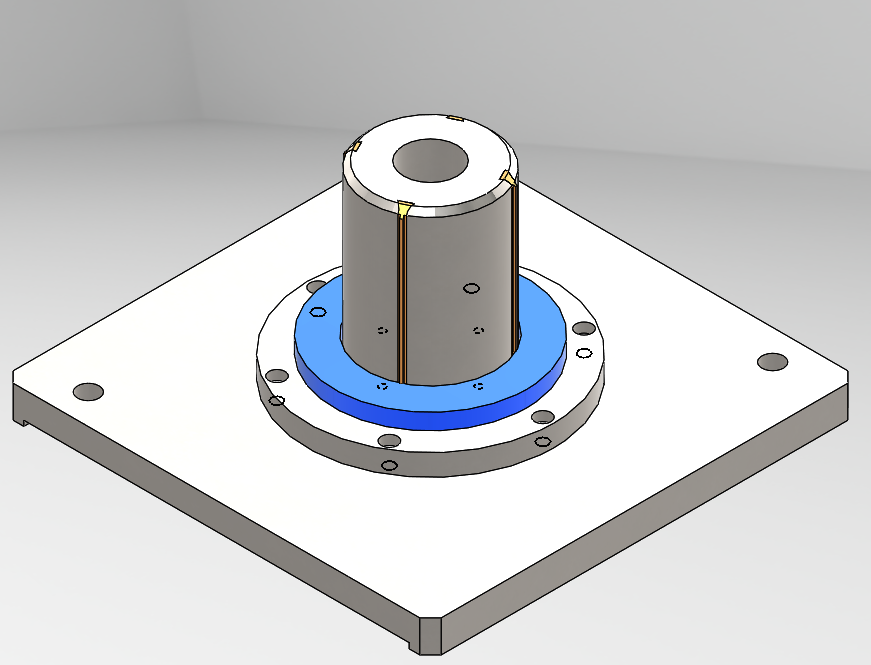
楼主要的圆柱度0.02,应该是最后100片硅钢片外圈的圆柱度吧? 假设来料硅钢片每片内外径都是同心的话,那图一的夹具做成内涨的夹具,夹具涨开后,100片硅钢片就应该是同心的,圆柱度应该就没问题了 |
大白小白 发表于 2022-5-26 20:13 硅钢片厚度很薄,样品用激光切割出来,成品由冲压出来,硅钢片一个厚度大概1.25mm,一个电机定子高度在125mm,由100片硅钢片叠加焊接成。定子焊接前会先压紧,硅钢片上有扣会上下扣住,但力不会很大,压紧后再在外面凹槽内进行焊接,这样一个定子就形成了。 |
haitong 发表于 2022-5-26 16:50 生产现场也是手工操作 |
大白小白 发表于 2022-5-26 20:13 新电机设计后做样品,我们公司电机样品不是冲出来的,是用线切割或激光切割一片一片割出来的,然后叠起来,压紧,焊接,打磨。。。 然后手工绕线,嵌线整形,插绝缘插片等附件。。。绑线,滴漆浸漆,压端子。。。 |
奥森科技 发表于 2022-5-26 15:16 现在的硅钢片,矽钢片都在模内计数、冲压成型,你这个焊接的,我还真没见过。 两者有区别吗? |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-12 21:40 , Processed in 0.064118 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂