longyucanghai 发表于 2022-2-21 10:360 i! [( M+ ^) m" w1 f 咔咔一顿画 专业不专业的 先画了 哈哈 |
汤圆园 发表于 2022-2-23 10:167 s2 E9 e9 P7 y8 ~ 高难度工艺确实需要工艺工程师编的 |
未来第一站 发表于 2022-2-22 22:52 民营企业招聘员工就是要求员工什么都要会,全能才行. L9 U9 k+ ^* f* z' v' h2 S- } |
| 一丝的外圆肯定要上磨床了,只车很难达到啊,而且这个是给数控车的人该出的题吗?一般这种要给工艺工程师出的题了,这绝壁有为难的成分在里面了! |
| 招个车工还这么多事,磨刀,工艺、编程一样不少,你应该先说他这图水平高。 |
唯此而已01 发表于 2022-2-22 15:42; d9 P, B$ b( ?+ `3 s" k 感谢分享,很受用6 s; H( A" }# [4 n N0 G' c9 D |
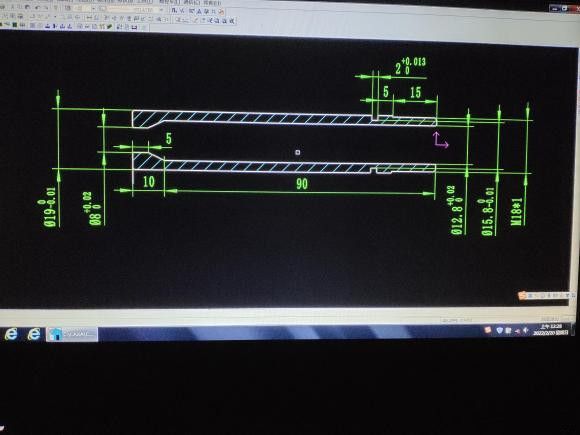
| 本人有类似加工经验、不过没有量产、量产肯定不是我在下面说的方案、首先将外端平面、留量光面然后、自磨全合金刀棒加工内孔、刀棒用自制夹具装夹、有一定斜度防止后角干涉、加工内孔时水量充足、并走刀量很小、0.15毫米、精光到尺寸,然后加工外圆到尺寸、同样走刀量很小、最后外端面和外圆一起精光到尺寸要求,后用切刀切断、用平面磨床精磨长度到尺寸、原来的加工件、长度110、孔径12毫米、长度有两丝误差、表面质量1.6、倒角质量1.6、同心0.012、不能铰孔、并材质要求较硬、不然形不成亮面,很繁琐的一个工件、基本加工时长约48分钟(单数车加工和测量时长) |
山中渔人 发表于 2022-2-21 13:07- _6 _2 r! n- _ 得上磨床才行,一般的加工保证不了精度 |
xingqier 发表于 2022-2-21 11:59: B0 z- L- B4 \1 g0 L 同求' u P4 w& g! {6 C |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-10 07:53 , Processed in 0.079681 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂