 |
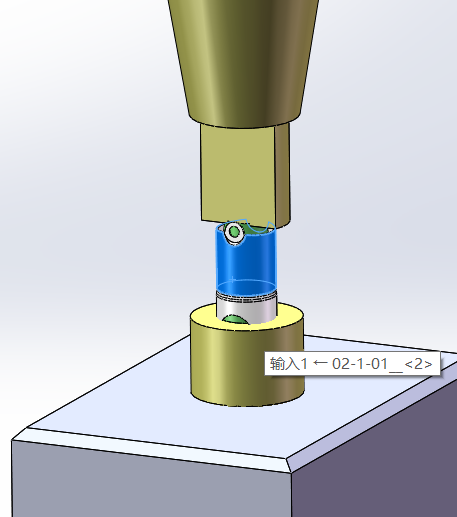
| 产品外径2.65mm, 长度5mm,壁厚0.075mm。冲压拔内径2.5mm扩到2.6mm。新人想问一下壁厚0.075mm这个不是单位给错了,真可以做真么薄的管子吗?壁厚这么薄,给多大压力,拿下来之后的回弹会怎么处理。 |
| 学习学习 |
|
本帖最后由 17567410 于 2021-8-15 09:19 编辑 这个材料太薄,基本就是弹性变形箍在涨头上面取不下来,硬取料薄还容易变形一旦箍上还碰不得了。聚氨酯一压弹性涨开,然后压力撤出涨头回缩感觉能取下。 |
| 加点润滑油不知道可不可行, |
远祥 发表于 2021-8-13 16:52 冲压整形头压进去,拔不出来。 |
| 个人觉得这种冲针进去是很难拔出来的,我可能会考虑外部夹紧的工装直径可伸缩,能够夹紧该零件也能松开该零件,内部整形的话我会用2.6的弹珠通过一个小于2.6的杆子往下挤弹珠,直到弹珠掉出来,这样就可以起到整形又不会卡滞在零件上面,个人想法哈哈!同时还要注意零件塑性回缩,可能还要摸索一个理想的弹珠尺寸。 |
| 楼主是哪里不方便,手动去压不方便吗?不行就改成气缸压紧的! |
ruanyaojie 发表于 2021-8-13 15:19 对抱是什么? |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-9 11:05 , Processed in 0.058120 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂