无敌小蒋 发表于 2020-10-22 08:24 下文中,溜板就是滑座。。 我的说法也不太严谨。运动轴线的精度一般是位置精度、直线精度和旋转精度综合得来,而位置精度和直线精度测量可以比较明确,而旋转精度的很少有人注意或者说没必要引起注意。对于超精密设备,这个应该予以考虑。而最近几年,机床的检测标准基本都加入了对于机床运动仰俯角和偏摆角的角度偏差的测量,就是解决机床运动轴线上扭曲和偏摆的问题。而数控系统或者三坐标设备的空间补偿更是对这些综合精度的补偿,就是类似6个自由度的问题。 不知道你机床最终精度和售价如何?如果预算充足,建议楼主的设备立项的时候加入空间补偿功能,对设备的精度有提升。前两年我从原单位出来的那时候空间补偿功国内能很少能实现,华中好像后来做出来了,西门子发那科也都陆续对国内开放了,雷尼绍也有相应的解决方案了。 我反复看了几遍问题,还是没太看明白你的问题和描述,在说明问题的时候建议给出原始测量数据,不要自己描述。 在必威APP精装版下载上不太好解决就因为很多问题有大量的实验和测试过程,而这些过程的很多步骤都需要认真去思考和琢磨,甚至测量方法上都需要认真琢磨。每一步的扭曲的方向,平行度超差的方向,垂直度超差的方向一定要记录好,如果有可能的话尽量录像,为以后的复盘分析做准备。 我一直没太看懂,你是不是测量的XZ轴线垂直度??!!这个很重要。 我先假设你测量的是XZ垂直度 如果两边和中间三次测量的垂直度数值都一样,都是0.018,方向也一样,那可以预判溜板运动的偏摆没有问题,也就是溜板在运动时,在XZ平面内的没有发生仰俯变化。这时候你就需要调整主轴箱与溜板的配合,一般是刮研或者配磨垫子。 如果两边和中间的垂直度不一致,相差较大,那可以预判溜板偏摆有问题,也就是溜板在运动时,在XZ平面内的发生仰俯变化。这时候你就需要优先考虑溜板与导轨的配合了,那就需要再进一步分析了。 提示一下,看看龙门铣床国家检测标准,有几项你值得参看。比如上述我说的,溜板沿Y轴运动时,测一下X,Y向的角度偏差。X轴向的偏差基本就是垂直平面内的直线度,Y轴向的偏差就是你的溜板的在XZ平面内的仰俯,就是抬头低头。具体算法看国标。 最后还是建议你们单位的装配工艺工程师继续好好分析分析。 当然楼主甚至起码的应该说明一下设备的大体尺寸呀, |
无敌小蒋 发表于 2020-10-22 15:29 我们主要做台湾TBI和台湾鼎翰的,如果合适的话,也可以发一些型号报个价格给您对比对比 |
大慧子 发表于 2020-10-22 15:19 国产的用不上,进口的有稳定的供应商了。 |
你好,你这个设备上面会用到直线导轨还有螺杆,模组这些吗?如果能用得上,可以认识一下不?我们公司做这些的 |
往前走 发表于 2020-10-21 19:35 运动轴线的精度有时候与零件的自身几何轴线不一定完全一致?这句没明白过来,请指点 |
|
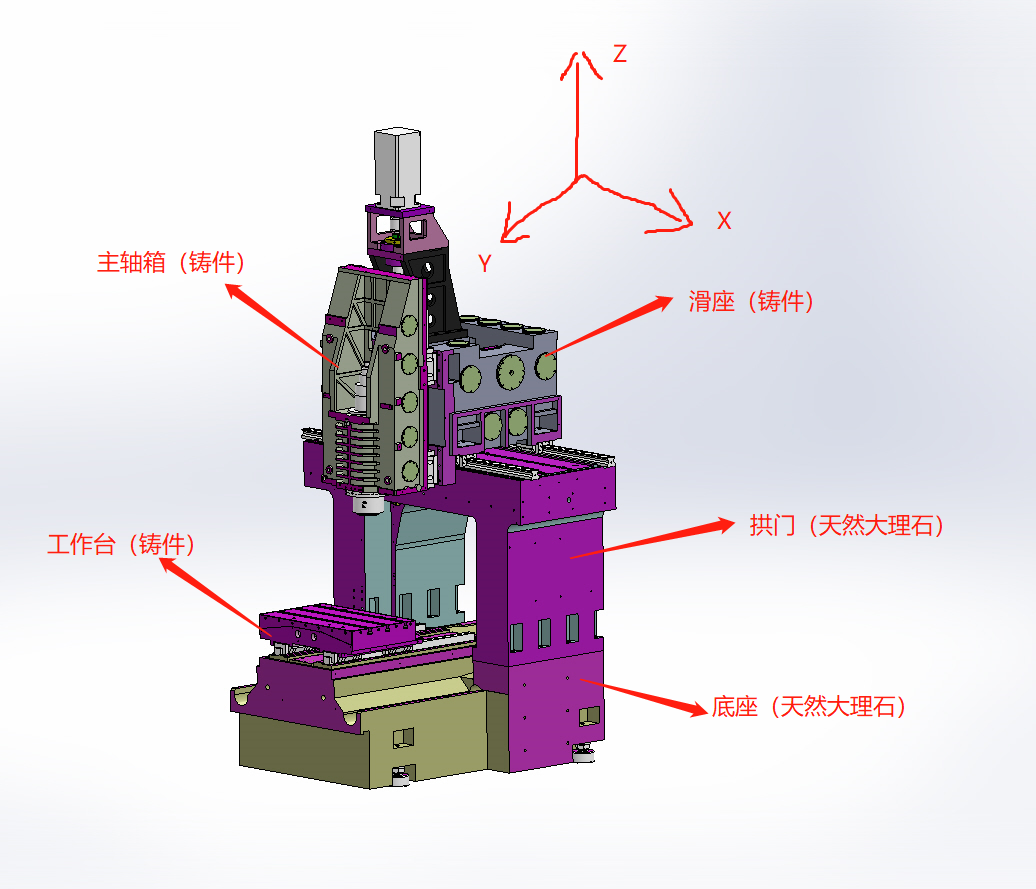
本帖最后由 往前走 于 2020-10-21 19:51 编辑 数控龙门铣装配工艺路过,正好是我的特长。。。 等我有空仔细看看,你叙述的还不太清晰,你这是测量的运动轴线的垂直度,运动轴线的精度有时候与零件的自身几何轴线不一定完全一致。 对于高精度测量,操作的测量手段也非常重要。你可以参考一下,IS0230或者国标GTB17421机床检验通则,上面叙述的很详细。你再找一个龙门检测检验国标看看。 对于机床来说,水平放置的导轨面,垂直平面内的直线度,这个拱门中间中凸一般是正确的做法。 这种纯几何精度的测量分解的话不算难,建议你再理理思路, 就是6个运动自由度的分解。再就是将测量过程建议画成图表述一下,精密设备的每一项测量、每一个操作步骤都很重要。 你们有装配工艺吗? 哪个单位呀? |
SNTFQGU 发表于 2020-10-19 15:41 在这一步已经停留 了一个月,现在准备将大理石反厂重修精度 |
远祥 发表于 2020-10-18 18:58 现在是单个零件的精度都是可以的 |
翱翔天际 发表于 2020-10-18 09:30 新机器 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2025-1-15 13:41 , Processed in 0.075595 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂