moipourlui 发表于 2019-1-10 13:37! A4 y8 d( Q5 Q- l( L* E" r" h
不解:车外圆怎么会要求平行度?& w( \; C P1 e r
我认为书上的形位公差等级都是实践经验的总结; 难道不是吗?
moipourlui 发表于 2019-1-10 14:08
这类公差应该叫做同轴度。
需要精车,粗车即使达到公差要求,粗糙度也不会好
PM2.5~ 发表于 2019-1-10 14:22( u8 D( y- G2 }/ g+ X! d
内孔与外圆之间没有平行度一说,两端面才可能要求平行度
鑫森淼炎垚 发表于 2019-1-10 14:19
讨论这样的问题,说明提问题的人是外行,或者刚刚入行.国人有一句话:事在人为.想一想几十年前,没有数控机床的 ...
鑫森淼炎垚 发表于 2019-1-10 14:198 X% L- }$ c2 e4 E3 _" b" A
讨论这样的问题,说明提问题的人是外行,或者刚刚入行.国人有一句话:事在人为.想一想几十年前,没有数控机床的 ...
holm 发表于 2019-1-10 14:400 Q/ k( g: y8 x
实际上楼主漏了关键信息,孔是多大的壁厚多少,另外呢,如果图纸没错,提平行度要求,是不是外圆与内孔不同 ...
loveskycc 发表于 2019-1-10 14:10
图纸上标的是平行度,同轴度另外标注也是4个丝,还有个垂直度也是4个丝,所以我想问有没有一刀车下来的可 ...
Venerealulcer 发表于 2019-1-10 15:38! ^* S* p$ f) s+ ]! @" M$ e
如果是同心度,那么你车完需要保证壁厚,但是是平行度,那么其实我只要保证尺寸就行,偏心都无所谓,多次 ...
loveskycc 发表于 2019-1-10 15:52! i- n" u7 U" e/ }. w
一段钢管横放,俯视图,A指向内壁那条线做参考面,然后外壁那条线标明平行度4丝,端面标垂直度4丝,还有 ...
Venerealulcer 发表于 2019-1-10 16:03' ]- i& X1 {/ f+ b" n
粗车的目的是去掉多余的量,切削量很大,热量高,应力高,容易造成产品变形,表面粗糙度也不会很好,所以 ...
loveskycc 发表于 2019-1-10 16:13
所以我的第一反应就是他们这样只是在工装上反复讨论有点不切实际,好像是只要工装保证不管50丝 80丝的余 ...
韩寒11 发表于 2019-1-10 20:19
外圆,内孔都是在一道工序加工的话,问题不大,应该可以保证的,如果保证不了,很有可能是圆度不对,夹持变 ...



loveskycc 发表于 2019-1-11 07:50
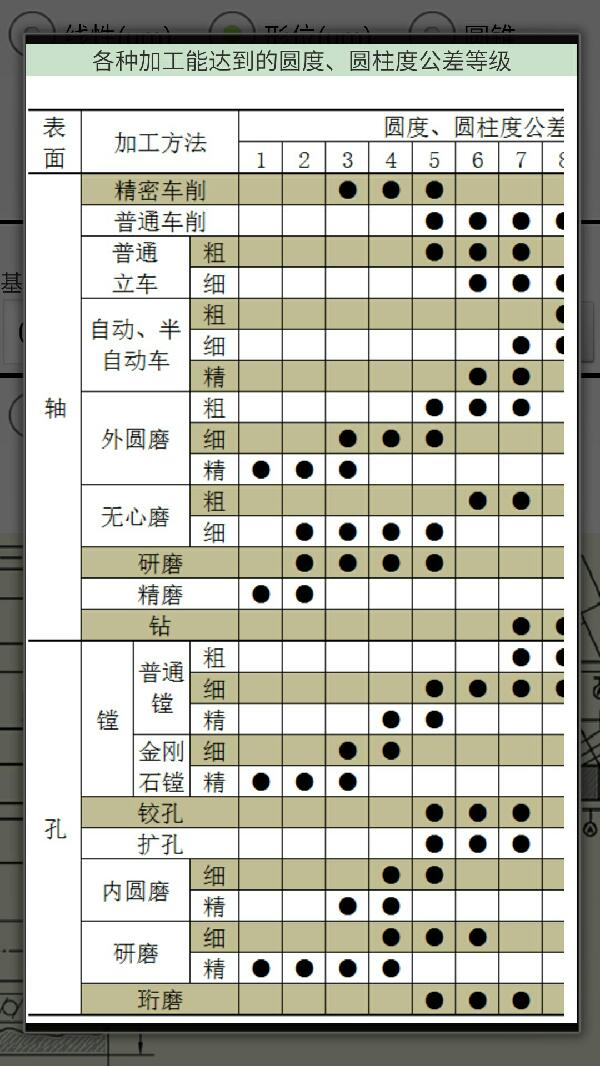
谢谢朋友,其实我就是想确定我帖子后面引用的那个常见加工方式达到的公差等级是否确实,如果不用精加工一 ...


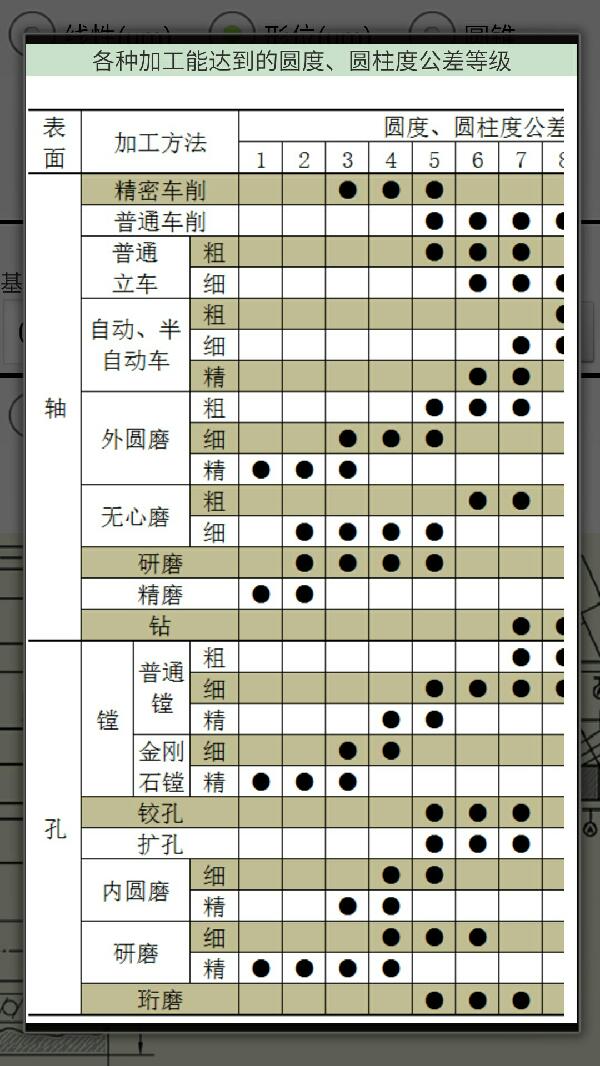 机械公差安卓版,各种公差查询图文输出,有你要的加工精度。。。
机械公差安卓版,各种公差查询图文输出,有你要的加工精度。。。loveskycc 发表于 2019-1-10 13:49/ _ K! d& ], @9 Q
谢谢回复,我没有写清楚车外圆后,相对于内孔平行度4丝,估计还要镗一刀内孔。。。即使这样,一刀粗车可 ...
loveskycc 发表于 2019-1-10 14:259 ]6 g* k5 ~/ V$ X
但是我记得确实图纸的A平面是指向内孔
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |