机械必威体育网址
标题: 测量也是加工的重要保障!看看测头种类的特点与选择 [打印本页]
作者: jiajoin 时间: 2018-12-29 10:52
标题: 测量也是加工的重要保障!看看测头种类的特点与选择
在企业的加工现场我们一般会看到几大环节:机加工车间、刀具库、工艺-夹具部门,此外还有一个重要的地方:检测室。的确很多人都关心如何从加工过程去提升效率,但是这个验证的过程就需要测量仪器来完成。准确的测量结果是指导企业改进生产方向的重要指标,也是如今备受重视的一个环节,所以今天就来聊聊有关测量的知识以及最重要的部分——测头的选择。
三坐标机与测头的工作三坐标测头是三坐标测量机数据采集的重要部件。其与工件接触主要通过装配在测头上的探针来完成。测量时,测头只起到数据采集的作用,其本身不具有数据分析和计算的功能,需要将采集的数据传输到测量软件中进行分析计算。
对于不同的工件,通常使用不同直径和长度的探针。并且对于复杂的工件可能使用多个测头角度来完成测量。在测量过程中,往往要通过不同测头角度、长度和直径不同的探针组合测量元素。不同位置的测量点必须要经过转化才能在同一坐标下计算,这就需要测头校验得出不同测头角度之间的位置关系才能进行准确换算。
如果不事先定义和校准测头,软件系统本身是无法获知所使用的探针类型和测量的角度。测量得到的数据结果自然是不正确的。因此,必须要对所使用的测头进行校验,使得软件知道所配置的探针情况,包括探针数量、方位、探针半径及探针球心的相互位置关系。并且了解所使用探针的精度状况,做到及时更换以确保实现测量的精度要求。
同时,还需要注意的事,三坐标测量机在测量零件时,是用探针的宝石球与被测零件表面接触,接触点与系统传输的宝石球中心点的坐标相差一个宝石球的半径,需要通过校验得到的探针的实测半径值,对测量结果补偿修正。
不同种类的测头特点与选择“触发式测头和扫描测头哪个更好?”
“扫描测头是不是测得更准?”
在选择三坐标测头的过程中,常常出现最终是由预算决定配置,从而导致配置过剩或者配置不足的尴尬情况。配置三坐标测量机的测头时,实际会面临来自多个方面的选择困难,比如“固定式还是旋转式”、“扫描测头还是触发测头”、“三轴联动还是五轴联动”、“接触式测头还是光学测头”等等,而且最终还逃不开预算的限制。虽然最后一项因素有时能够起到一票否决的作用,但我们有必要从技术角度了解各类测头的特点及适用场合和限制,以便在综合条件下能够选到最为适宜的测头,满足测量要求。
【触发测头与扫描测头】其实要考察触发测头与扫描测头两者之间的区别,需要从测量任务的特点来着手进行。众所周知,三坐标测量机能够进行从尺寸到形位公差的全方位测量,属于通用型检测设备。但是其中,单一的尺寸测量,如长度、直径、角度等,基本都可以通过简单的量具来测量,三坐标并无不可代替的显著优势;而行为公差的测量则牵涉到诸多方面,如测量基准、拟合方式、测量原则等,必须依靠三坐标测量机作为一个系统性的整体来进行,这也是三坐标测量机具有不可替代性的主要原因。
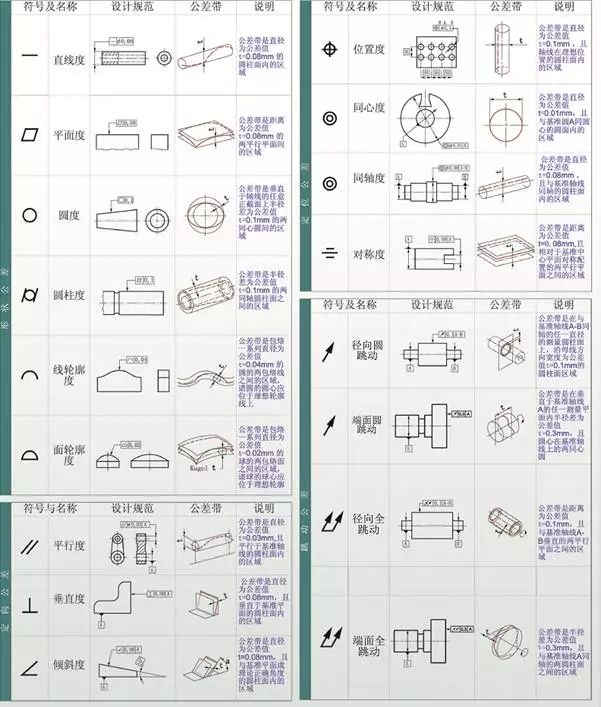
顾名思义,形位公差实际上包含了两类不同的元素特征评价内容,一类是形状公差、另一类是位置公差。形状公差共包含直线度、平面度、圆度、圆柱度、线轮廓度和面轮廓度;而位置公差共包含平行度、垂直度、倾斜度、位置度、同心度、同轴度和对称度。另外,还有一类特殊的形位公差称作跳动,包括径向/端面圆跳动和径向/端面全跳动。跳动从实质上来说,也是评价被测元素的形状误差,因此我们不妨将其也归入形状误差一类。
▲ 触发测头
我们以测量一个圆为例,分别评价其直径、位置度、圆度。众所周知,确定一个圆所需的最少测点数目是3个,这样就能拟合出一个理论圆,且该圆的圆度是0。在实际测量中,极少发生仅用3个点就确定被测圆的情况。即使是对于公差较大的非关键尺寸,都会至少采集4个点用以确定被测圆,以免受到干扰因素影响导致产生较大误差。诚然,对于单点误差分布比较均匀的圆(没有突变的奇异点)来说,测量4个点、8个点或是12个点对最终的直径和位置度影响很微小(在公差带不太小的情况下),尤其是对采用最小二乘法拟合得到的圆;但是,采点数目对于圆度的影响确是不可忽略的。根据系统的分析和计算,要准确评价被测圆的圆度所需要的测点数目N不小于64。
这个测点数目给了我们很清楚的指示,如果被测零件的测量要求中有关于圆度的测量需求,那需要使用扫描测头。试想一下,如果1个圆的64个测点采用单点触发式测头来测量的话,其测量效率显然是难以让人接受的。从测量效率和合理性出发,事实上不仅是圆度,其它类型的形状公差测量都应采用连续扫描测头,否则难以准确地评价被测元素的形状公差。
▲ 扫描测头
根据以上分析,那是否可以理解为扫描测头是触发测头的升级版,在预算允许的前提下都尽量选择扫描测头呢?回答也是否定的。扫描测头在进行单点触发采点时,其工作方式与触发式测头有很大的区别。触发式测头的采点是在测头触发开始时发生的;而扫描测头则是采用模拟信号转换的方式,其单个采点是在测头触发结束、测针离开物体表面时发生的。这两种不同的采点方式造成的最显而易见的区别就是触发测头采点速度显著高于扫描测头。触发测头的采点给人的感觉是“一碰即退”,而扫描测头采点则是测针碰到工件后,会短暂粘滞在工件表面,然后缓慢回退至离开工件表面。因此,当没有扫描测量需求时,用触发式测头在测量效率上反而要高于扫描测头。
另外值得一提的是,一些特定功能必须依靠扫描测头才能实现,例如“自定心”。“自定心”的应用场合一般是用于寻找小孔的中心点、槽的底部等等,这就要求测头具备搜索功能,直至测头的模拟信号达到一个符合条件的稳定状态后才进行采点,这个功能是“一碰即退”的触发测头无法实现的。
【固定式测头与旋转测头】同样,这也不是一个孰优孰劣的命题,而仅仅是设计初衷的不同导致应用场合的差异。和旋转式测头相比,固定式测头最显著的优势是其测针携带能力。固定式测头由于其结构设计上的先天优势,一般允许携带的最大测针重量和长度要明显大于旋转式测头。所以在有深孔测量、大零件测量需求的场合,选择固定式测头更为普遍。但是我们在进行较为复杂的测量任务时,由于测头无法变换角度,就需要根据不同的测针方向来配置吸盘。因此,对于配置固定式测头的三坐标测量机,双层甚至三层换针架都非常普遍,而测量过程中的换针动作也相当频繁。旋转式测头的应运而生就是为了克服固定式测头的这个弱点,测头座的俯仰和偏转功能能够在不换针的情况下大大提高测量的灵活性,但是,旋转式测头灵活性提高的同时却牺牲了部分测针携带能力。
有观点认为,固定式测头的精度要高于旋转式测头,这样的说法有些以偏概全。确实,对于计量级几何测量(亚微米级)来说,高精度固定式测头确实占据了绝对优势;但对于常规应用,并且没有诸如深孔之类的测量要求,那固定式测头相比旋转式测头并无任何精度上的优势。
【三轴联动与五轴联动】在这里我们并非要比较两种不同系统的性能,而更多的是对五轴系统做一下知识普及。首先,所谓的“五轴测头系统”并不是指测头系统本身拥有5个轴,而是测头系统的2个旋转轴和坐标测量机的3个直线轴共同组成五轴系统。实际上,五轴测头也属于旋转测头的范畴,它和普通旋转测头的区别在于旋转轴能否“联动”。普通旋转测头的A/B轴能够提供偏转 (Yaw) 和俯仰 (Pitch) 两种角度,但其角度的变换仅能在非测量状态下进行,而且其它的3个直线轴也必须保持静止,因此这类系统也被称为“3+2系统”。
五轴系统能够将2个旋转轴的运动带入到实时测量中,和3个直线轴协同工作,实现测头部分“边测边动”的效果。因此相比三轴系统能够带来更大的灵活性。随着当今工业技术的进步,五轴加工设备开始被普遍应用到复杂零件的加工上,但这一趋势尚没有在测量领域得以普及,绝大多数的坐标测量机仍停留在传统的三轴或四轴技术水平上。“五轴加工”与“三轴测量”之间的不对等势必会给测量带来一定的困难,造成测量盲区。
五轴系统相比三轴系统的另一个不同在于其旋转轴的分度,三轴系统的旋转轴仅用于变换测头角度而不参与测量,因此都有一定的角度分度值;但五轴系统的联动旋转轴参与测量过程,其测头角度是连续变化的,换句话说,五轴系统的测头角度是无级分度的。我们试想一下这种情形:在编制测量程序时,针对被测零件的姿态方位,我们配置并校准好了所需的测头角度。当下个零件摆放到工作台上,但其姿态方位与前一个零件不一致时,之前的测头角度可能会不再适用。因此,在做批量测量时,我们对于零件的位置、姿态方位都有一定程度的要求。而对于五轴系统,这方面的要求会宽松得多,测头的无级分度特性使得测头能够根据零件坐标系的找正作出相应调整,避免了出现测头角度不适用的情形。
【接触式测头与光学测头】近年来流行着一些带有误导性的宣传,导致部分用户对光学测头有过高的期待,例如“用光学测头一扫,零件的所有尺寸都出来了”等等,这对光学测头实际上存在很大的误解。从目前的状态来说,接触式与光学测头之间主要是相互补充的关系,而非竞争。
那接触式和光学测头究竟在哪些方面可以实现互补呢?这一点还需从光学测头的种类说起。三维光学测头有不同的分类,比如点光源、线光源、面光源,不同的测头其应用场合有显著区别。我们将光学测头的应用大致分成两类:表面数字化和三维测量。有人不禁会有疑问:表面数字化和三维测量不是一回事吗?其实,区分两种应用的关键在于是否生成数字表面模型 (Digital Surface Model),也就是我们常说的点云或是三角网格。当然在很多实际应用当中,生成的数字表面模型后续也会用于表面或特征元素测量,但这种测量模式是基于数字化后的零件模型,与传统的直接测量特征元素还是有根本区别。
对于表面数字化,其目的是要获取零件表面轮廓,这就需要大量获取轮廓的空间点坐标。而对于接触式测头来说,一个一个点逐次获取的方式是无法胜任百万数量级点数的要求的,哪怕是连续扫描测头,也只是通过测头不离开零件表面的方式来提高取点速度,本质上还是单点采集。这类应用当中,线光源和面光源测头就很好弥补了接触式测头的不足,线扫描测头通过一条由若干点的激光在工件表面移动,即可扫描出一片区域;而面拍照测头则是通过一组编码的光线栅格,一次性获取一个特定大小区域内的点云。
在得到了数字化表面模型后,用户可以把数据用于各种目的,比如和CAD模型做对比,获取零件整体/局部轮廓的偏差,三维尺寸测量或者逆向工程等等。但是这种测量方式用于尺寸与行为公差测量时,通常无法符合测量工艺流程的要求(如建立测量基准、选择元素拟合方法、选取评价参考等等)。但是,有的零件或出于零件特殊性,如软性材质、不允许接触的表面、微小特征等,或出于测量效率的要求,确实需要非接触式测量。对于此类应用,点光源测头也很好弥补了接触式测头的不足。
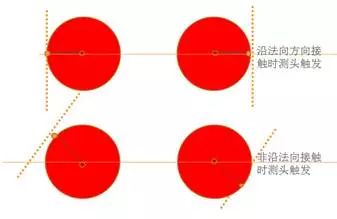
其实,光学测头相比接触式测头还有另一方面的优势。接触式测头采点时,测头记录的是测球中心的空间坐标,然后根据测球半径来进行补偿,得出实际点的坐标。但当测量特定位置的三维曲线时,如果不按照测点的法线方向去采点,会存在半径补偿余弦误差;而如果按照测点的法线方向去采点,又会产生实际测点位置出现偏差的情况。这种情形在测量透平叶片时尤为常见。
▲ 接触式测头采点
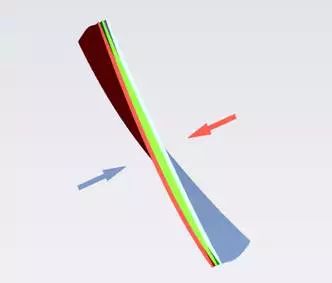
非接触式光学测头直接利用光点的反射信号来获取被测点的坐标,不存在半径补偿的环节,因此能够完全杜绝余弦误差产生的源头。再者,在测量易变性零件时,虽然测力不大,但零件还是会在力的作用下造成一定变形(例如下图中的薄叶片,测量顶部截面时,叶盆时叶片受到测力影响朝叶背方向弯曲,反之亦然)。虽然弯曲变形量不大,但是考虑到叶片本身极薄,其相对变形量还是非常可观的,会对得出的轮廓度与位置度都造成非常大的影响。
▲ 弯曲变形
除点测头以外,面光源拍照式测头也能具备三维测量能力,但是拍照式测头在用作三维测量时,并不是基于获得的点云来进行的,而是直接依靠捕捉的三维图像提取被测元素。而且,当拍照式测头用于三维测量时并不单独使用,而是配合接触式测头一起,由接触式测头负责建立测量基准,而拍照式测头则是针对一些特殊元素特征(例如孔、槽等)进行测量。
光学测头虽然有一些接触式测头无法提供的优势,但并无法完全替代接触式测头,其原因在于光线的可触及性不如接触式测头。测球的各个部位都可以去接触被测物体来采点,但光的传播是沿直线的,我们无法让光“转弯”,必然有一些特征让光线力所不能及,比如径深比很小的孔、或是需要L型测针的场合,接触式测头比光学测头更方便。
没有最好的测头,更没有万能的测头,究竟怎么选择最终还是取决于测量需求。在繁多的测头种类面前,应该不只是以预算为导向,也不一定要追求全能型的测头,找到真正合适的产品,才能既快又好地做好质量控制。
(来源机械必威体育网址)
1 p8 ?9 f+ C+ j% _7 k1 z- r0 L
作者: 前景钱 时间: 2018-12-29 11:02
这个高水平。
作者: 未来第一站 时间: 2018-12-29 14:24
买不起也没人敢用^_^
作者: 远祥 时间: 2018-12-31 15:04
档次比较高,一般的老板不会舍得花钱买。
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) |
Powered by Discuz! X3.4 |