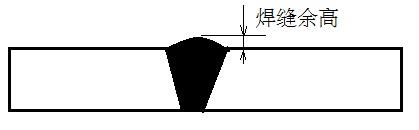
焊缝余高过大的危害
焊趾处易形成应力腐蚀裂纹对接接头的应力集中主要是焊缝余高引起的,对接接头的焊缝,其焊趾处的应力最大。焊缝的余高愈大,应力集中程度愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
外焊缝余高大,不利于防腐
作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时,焊缝越高则防腐层就越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这就加大了防腐成本。
内焊缝余高大,增加输送介质的能源损失
输送用焊管内表面若未做涂层防腐处理时,其内焊缝的余高大,则对输送介质的摩擦阻力也大,由此将使输送管线的能耗增加。
焊缝余高的控制措施
调整好焊接线能量
检查焊接线能量是否合适,一般用焊接接头的酸蚀样来检查。
一是检查内外焊缝的重合量的程度,
二是检查焊道腰部的宽窄。
对重合量的规定一般是大于1.5mm,但笔者认为内外焊缝的重合量以1.3~3.0mm较合适,若超过3.0mm就说明线能量大了。
线能量大,不仅仅是熔深大,而且焊缝余高也大,如不开坡口或U形槽,焊缝余高就更大。这是因为焊接线能量越大,单位时间内熔化的焊丝必然增加。
) T: c9 a, q" E. B# Z) [ e7 a$ a7 M1 H' @ \5 B n. P
