机械必威体育网址
标题:斜油孔加工方案
[打印本页]
作者:jiajoin
时间:2018-8-24 10:00
标题:斜油孔加工方案
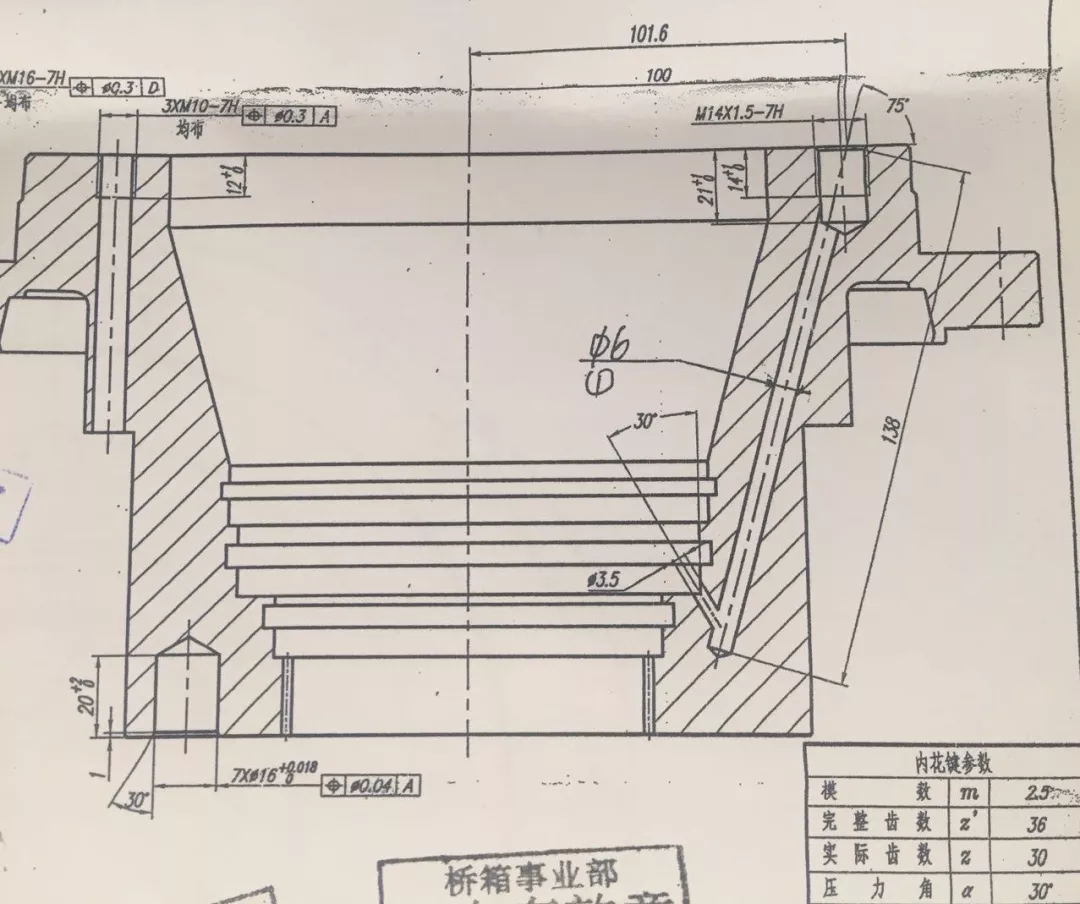
难题一: 斜油孔加工方案
具体工况:20多件。
图1
思维启迪
A:先打有空,后做M14。
B:把活摆个角度,钻床干。
C:做工装呗,深孔先用平头钻钻个平面,然后中心钻点窝,预孔钻打2D,再打深孔。简易工装就一块斜铁+2个销子。
D:铣刀踩平再钻。
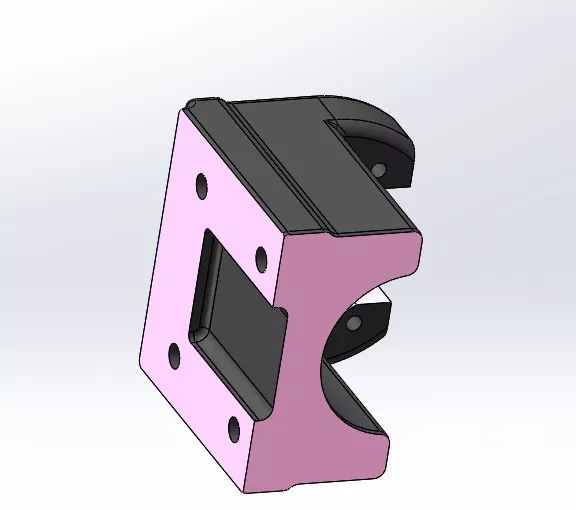
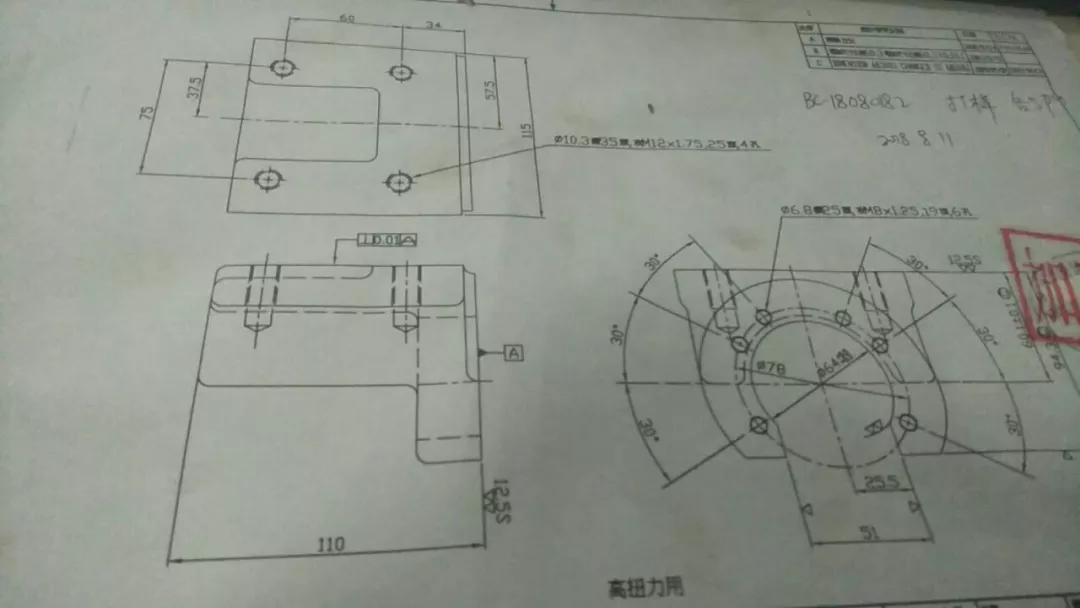
难题二:四轴卧加加工铸件夹具方案
具体工况:FC300,粉色面均需加工,要设计夹具一次性加工完。
图2
图3
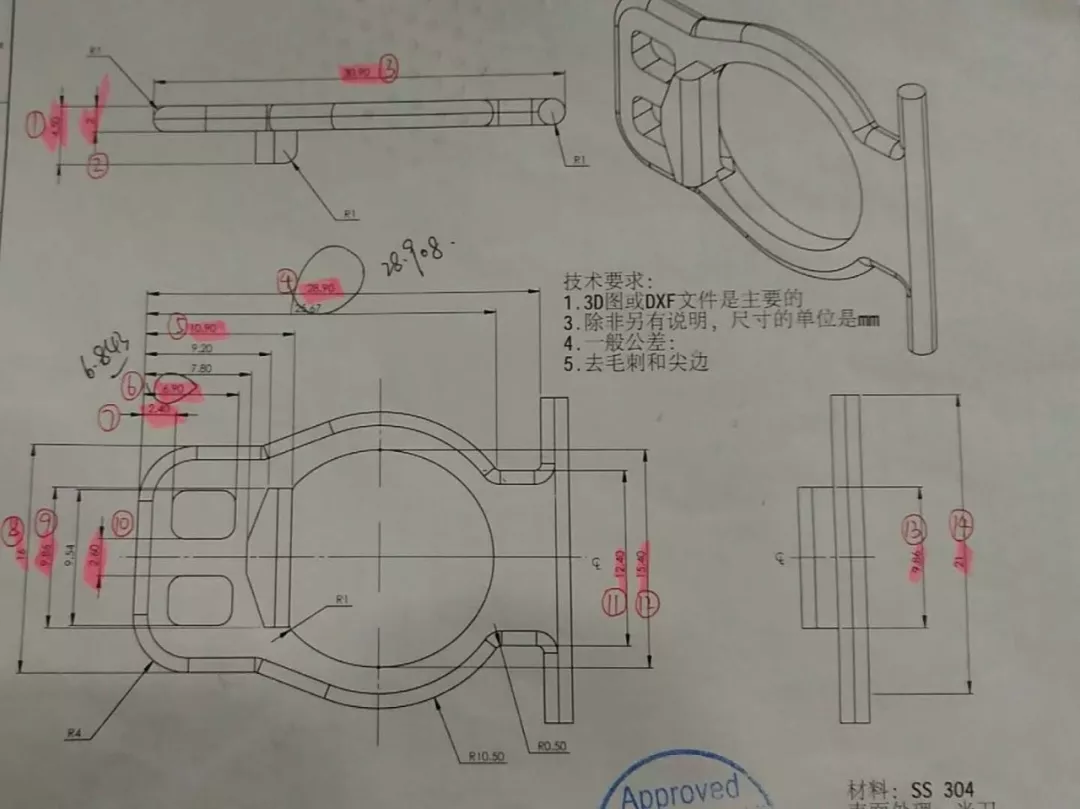
难题三:小件批量生产装夹方案
具体工况:材料304不锈钢,厚度两个mm,加工35x20x6毛胚料。
图4 加工后工件
图5
图6
思维启迪
A:如果量大,开模具,加热模压。
B:板料做。
- o1 [ Z' l! N
作者:鱼儿雷
时间:2018-8-24 10:52
好奇细长孔切削怎么清除?
作者:刘英玉
时间:2018-8-24 11:24
: p( i+ V. L% |4 z. u& z& H; t激光加工不可以么
, u9 l9 E0 m+ d3 J# b d8 \
作者:鱼儿雷
时间:2018-8-24 11:49
5 B% U3 q# C' I J `3 p& L, P" d
不了解,虚心求教
0 t$ ]& o& l B9 L4 V
作者:刘英玉
时间:2018-8-24 13:22
- f9 X6 U/ e: i/ M& n
细长孔也可以铣削加工
/ `3 f1 B+ U1 M1 F, [
作者:holm
时间:2018-8-24 14:43
Φ6的孔长径比已经20多了,即使普通孔也不容易,建议做工装用枪钻加工(可以在枪钻专机或在带内冷功能的机床上执行)
1 x- r; f5 M" L) @Φ3.5的小孔可以做有机玻璃导套,在小孔电火花上加工,效率也不低
作者:holm
时间:2018-8-24 15:02
从全局的角度,零件的成本和质量是设计出来的,我们制造方穷尽智慧不过是修修补补的工作,最好的方案是设计工程师设计出加工工艺性好的产品,所以也可以请设计人员看看有没可能通过多段孔堵销子等方式实现功能需求
作者:韩寒11
时间:2018-8-24 21:02
斜孔面铣平,制作专用工装,用枪钻加工,可以保证工件精度
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) |
Powered by Discuz! X3.4 |