
https://mp.weixin.qq.com/s?__biz=MzAwMjM3ODk2Mw==&mid=2649839731&idx=1&sn=02f1bb64f64655daf938af3614f74262&chksm=82cea5cfb5b92cd97115ddc9deb40c5c63be6afa0440d4c2b848ead6e7c1cacc7e19d1761deb#rd
晓昀 发表于 2018-3-27 20:52
外六方用铣床铣削,内六方加工方法没见过
冷月梧桐 发表于 2018-3-27 21:36
这不是理论上的六方是近视的六方
你的欧皇 发表于 2018-3-27 23:44
内六方不是冲压的吗?
狙击手 发表于 2018-3-28 00:00 9 U9 f; a9 W8 S! I) U2 s) ^# g
冲头也是在切削,只是角度很小。 & Z0 I' [! \; |# z# q
以前自己做过一个五角钥匙,在车床上用。
应该我发过贴。
开开心心每一天 发表于 2018-3-28 08:41
内六方花键加工 # @: _; l( V& w2 {$ u- J
大侠可以看看这个 有详细的介绍了 小点的花键也是可以在车床上做的 六方加工
李佳禾 发表于 2018-3-28 09:00
我之前做过一个圆柱头内六角螺钉,当时使用电火花打的。
所罗门_x 发表于 2018-3-28 09:38 ; y0 R/ {% i6 F, z7 `6 @
通俗的讲就是挤压,原理和冲压类似但又不一样,工件与刀具共同旋转为了产生震动频率,加上挤压成型。重要的 ...
游离缙云 发表于 2018-3-28 10:41 0 T) Y' z" g& w& ]( A3 O% ~
我这边用的电火花打的
韩寒11 发表于 2018-3-28 12:24 - V# W0 @+ W" e% ]: _
批量的话,冷敦机更有优势
阿贺 发表于 2018-3-28 16:49 . U- ~; `7 C( w p2 k7 ^
这个加工方法网上能找到的,本想附链接的,但是等级不够没权限,囧。 刚好我们这有几十件产品现在也在采用 ...
韩寒11 发表于 2018-3-28 12:20
是以冲的力量切削吗?那为什么需要工件旋转?工件在停止状态下是不是会好点
狙击手 发表于 2018-3-28 22:23 7 ~: C8 D+ @: x
不是硬冲,是在旋转过程中切削进给,和那刀柄和刀具结构有关。
hyhqnjm 发表于 2018-3-27 23:31 # Y% B$ k( x3 i8 R. y5 t
内六方好像也是拿刀具挤出来的,最后再用钻把孔底倒角
76398769 发表于 2018-4-16 09:53
不是挤出来的,切削出来的,刀具实际加工中有1度的偏摆,所以加工寿命比自制的挤压方式更好
& D4 j- A" L! _: P& u/ j
技工lm 发表于 2018-4-18 16:34 : A( t! |( m8 h& r, n& m
你是理解透了!我琢磨透以后自己做了一个,用了两年了
暗枪士 发表于 2018-4-26 08:41
可以用拉刀在做吧
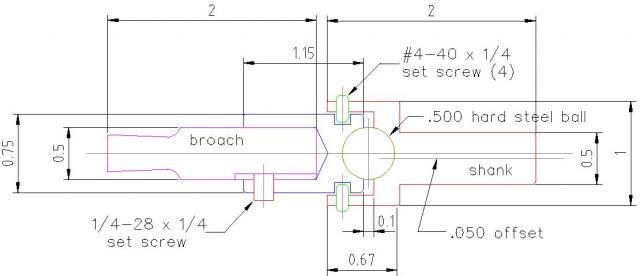
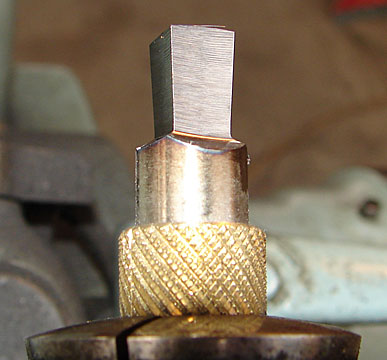
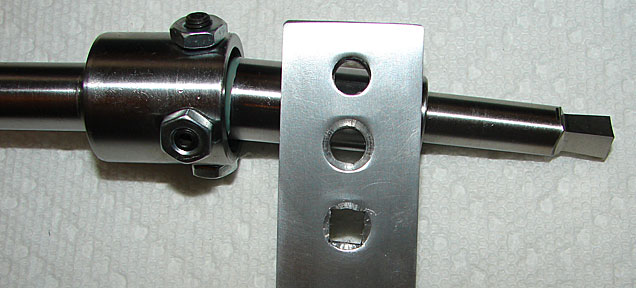
 The machined parts for the rotary broaching tool are shown here. This is standard machining.
( D1 T( ^5 v# S; m) U* D% ^
The machined parts for the rotary broaching tool are shown here. This is standard machining.
( D1 T( ^5 v# S; m) U* D% ^
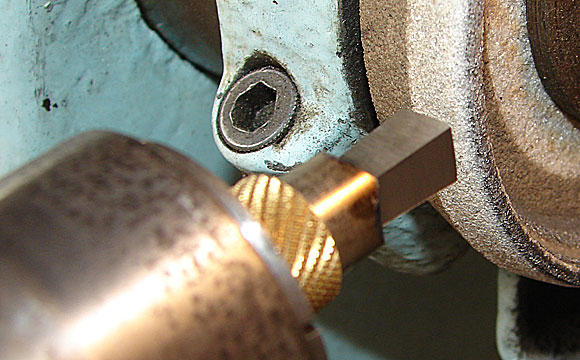
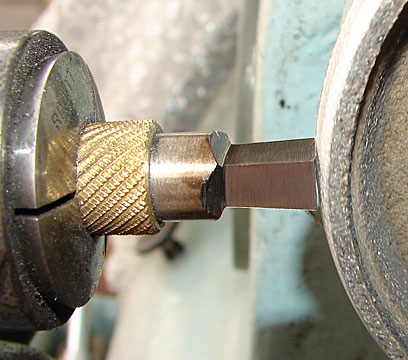
 Here is the ball bearing in position between the parts.
Here is the ball bearing in position between the parts.
 & G! i. u- ~' F( e6 Y
& G! i. u- ~' F( e6 Y
 / T3 a' y, I" t7 j( k; K! y
/ T3 a' y, I" t7 j( k; K! y

 1 [4 \, A' b/ c% r e
1 [4 \, A' b/ c% r e

 ) g$ i- f Y' H( S' O
) g$ i- f Y' H( S' O
 0 F' ~6 A- I% ?4 }; U
0 F' ~6 A- I% ?4 }; U
 ( \% x" n! O. a' L, d% e. ?
( \% x" n! O. a' L, d% e. ?
 0 T" w% W; g: k- i C, T2 n& S
0 T" w% W; g: k- i C, T2 n& S

 + ^$ w$ |1 ~' [
+ ^$ w$ |1 ~' [
勇哥ll 发表于 2018-7-20 13:43 - p7 |, u" i" L' R( t1 Y
我们是孔钻了之后冲床打的
晓昀 发表于 2018-3-27 20:52
外六方用铣床铣削,内六方加工方法没见过
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |