东海fyh126 发表于 2014-9-8 23:26
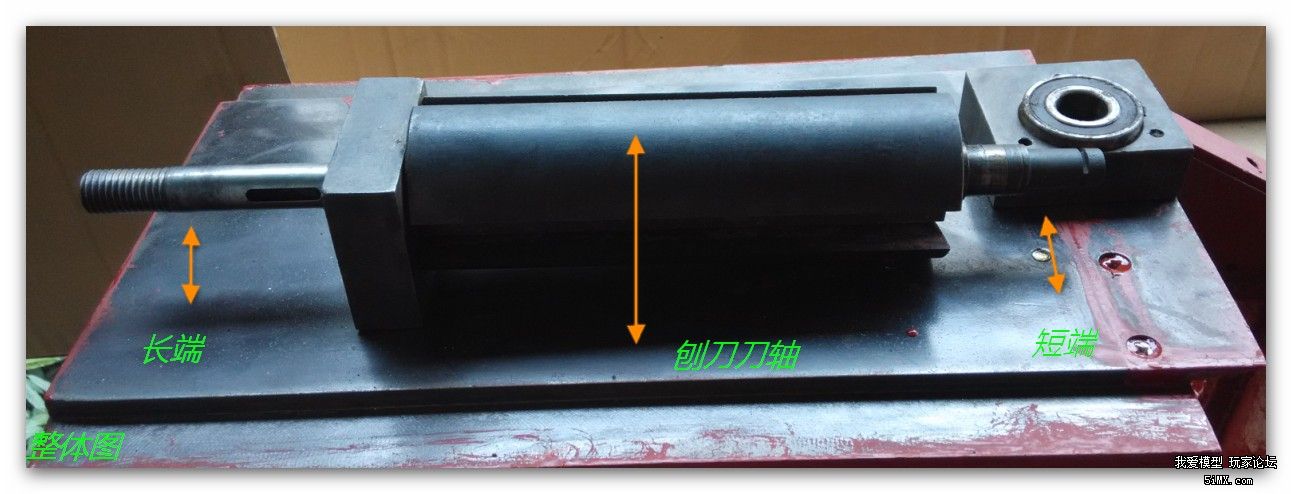
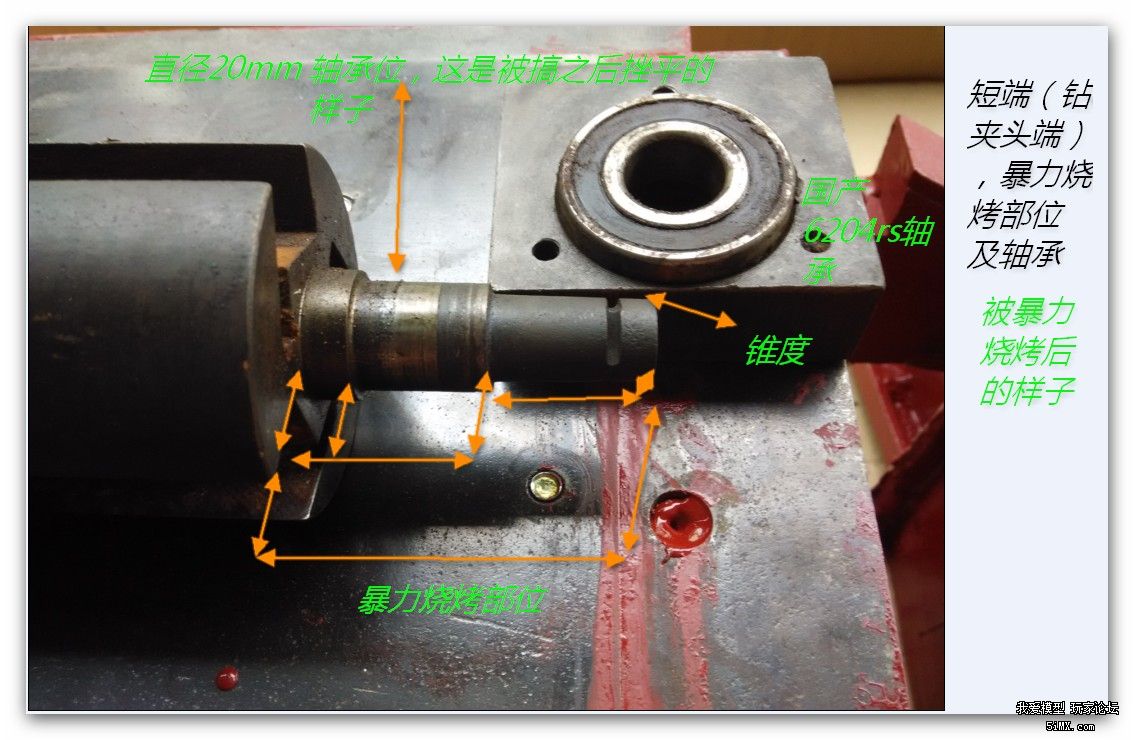
比较难,,,,,明白你的意思,就是装钻卡头那个锥柄摔歪了。
东海fyh126 发表于 2014-9-8 23:26
比较难,,,,,明白你的意思,就是装钻卡头那个锥柄摔歪了。
钢铁工作室 发表于 2014-9-11 21:574 b4 @3 q% h- ?+ L' d
上个图来看看,应该不是你想象的那么难.看有没好方案.
钢铁工作室 发表于 2014-9-11 21:57
上个图来看看,应该不是你想象的那么难.看有没好方案.
 % _0 C% T3 u* ]
% _0 C% T3 u* ] 8 o6 l! }, Q+ f; y' n
8 o6 l! }, Q+ f; y' n # j9 O7 b4 R) L6 k' D1 t
# j9 O7 b4 R) L6 k' D1 t钢铁工作室 发表于 2014-9-18 22:04
压机压是不觇实的压不好还会压内伤,现在的刀轴一般不热处理最多发黑也不做动平衡,本来如果开始时可用四爪夹 ...
钢铁工作室 发表于 2014-9-18 22:04
压机压是不觇实的压不好还会压内伤,现在的刀轴一般不热处理最多发黑也不做动平衡,本来如果开始时可用四爪夹 ...
钢铁工作室 发表于 2014-9-18 22:04
压机压是不觇实的压不好还会压内伤,现在的刀轴一般不热处理最多发黑也不做动平衡,本来如果开始时可用四爪夹 ...
钢铁工作室 发表于 2014-9-18 22:04
压机压是不觇实的压不好还会压内伤,现在的刀轴一般不热处理最多发黑也不做动平衡,本来如果开始时可用四爪夹 ...
钢铁工作室 发表于 2014-9-11 21:57
上个图来看看,应该不是你想象的那么难.看有没好方案.
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |