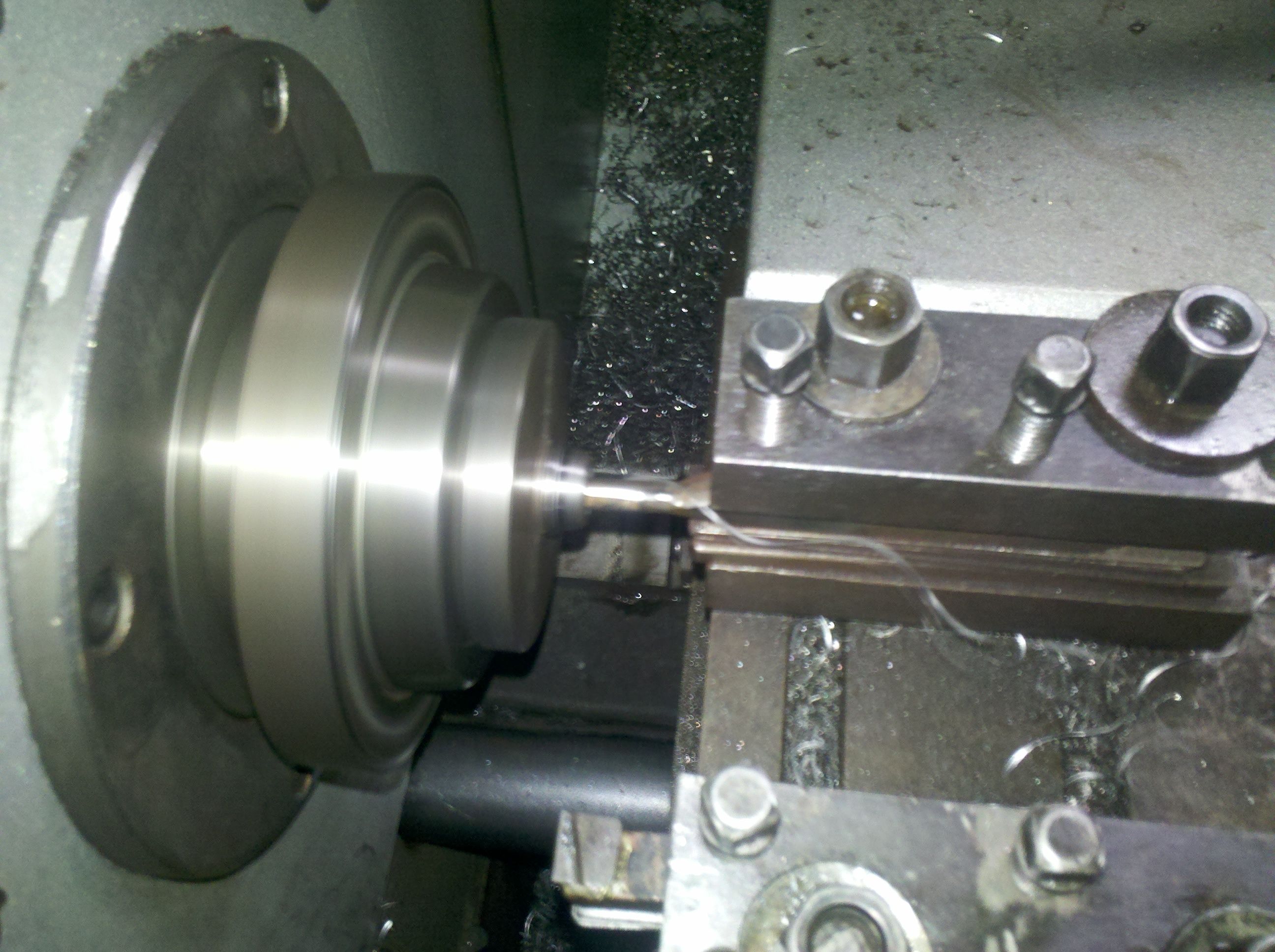
| 还有更重要的一点是上面这些刀的刀尖因为钻床打的孔太偏打掉了一点,所以第二张图刀尖看起来很斜, |
| 我第一次看到这几把刀得时候和楼上一个想法,觉得这刀能用吗,后来看到实际加工效果我震惊了,当时是12的内孔长35,因为在钻床打孔孔偏心0,5左右要求镗通,实际加工效果很好,可以用一天,转速1500走刀f200,单边吃刀1,5后来,仔细研究发现原来老师傅的刀尖倒角也不可思议,是2度到-2度,安装中心高也高1个多,颠覆了传统,老师傅做了6年数控车,差不多一年换一种产品,而且只镗内孔,他告诉我这把刀适合深孔,研究一下这把刀合情合理,,前角很大切屑不吃力,越往刀尖另一侧前角越小槽越浅,如果吃刀量少可以不必开的很大很深, |
| 如果说的不对,您尽管拍砖 |
| 发表一下个人观点,(如果说的不对,您尽管拍砖)我发现你有以下几个毛病:1你这刀磨的太尖,;2您这刀的后角角度太大,3看照片上你的刀尖好像往上翘了.....这样刀如果是在一些小型的普通车床上可能用的长一些,但在数控上用可能会在切削过程中一旦进刀量大就很容易崩刀,还有这样的刀磨损的很快! |
| 长得好奇怪,哈哈,为楼主这种用于创新的精神赞一个{:soso_e179:},话说回来,感觉前刀面设计的很有意思 |
小黑屋|手机版|Archiver|机械必威体育网址 ( 京ICP备10217105号-1,京ICP证050210号,浙公网安备33038202004372号 )
GMT+8, 2024-11-20 14:02 , Processed in 0.062865 second(s), 28 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 问题专业,描述清楚
问题专业,描述清楚 伸手党/灌水/看不懂
伸手党/灌水/看不懂