进入2012年下半年,国内实体制造业普遍进入蛰伏期,模具行业也不能幸免,而且由于近年来受日本、亚洲低价格,高质量模具大量涌入的影响,全行业面临非常严峻的局面。如何降低加工成本,提高加工质量成为模具制造业的首要任务,而对于这两个问题,机械加工行业中,作为“针头线脑“的刀具也许是投入少见效快的最有效办法,本文从三个方面浅谈如何使用刀具降低模具加工成本。
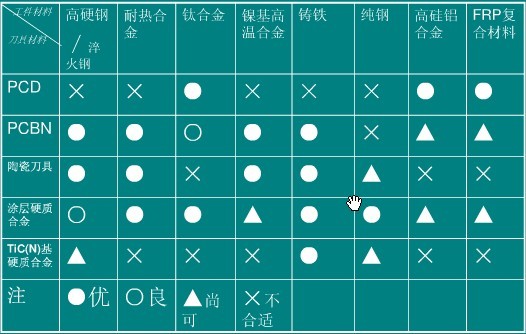
1. 根据模具材料合理选用刀具
对于淬硬模具(表中淬火钢材料)而言,硬度为HRC58~62,选用立方氮化硼刀具,华菱超硬CBN牌号有BN-S20,BN-H20在淬硬模具加工领域应用较广,前者适合端铣和大余量切削淬硬变形模具,后者适合精加工;HRC28-32可选择涂层硬质合金或陶瓷刀具,HRC35---HRC45选择陶瓷刀具更经济。
而对于易切削铝合金材料模具,适用的刀具有K10、K20、PCD,切削速度在2000~4000m/min,进给量在3~12m/min,刀具前角为12°~18°,后角为10°~18°,刃倾角可达25°。
对于铸铝合金模具,根据其Si含量的不同,选用的刀具也不同,对Si含量小于12%的铸铝合金可采用K10、Si3N4及CBN刀具,当Si含量大于12%时,可采用PKD(人造金刚石)、PCD(聚晶金刚石)及CVD金刚石涂层刀具。对于Si含量达16%~18%的过硅铝合金,最好采用PCD或CVD金刚石涂层刀具,其切削速度可在1100m/min,进给量为0.125mm/r。
华菱超硬认为,对于合金铸铁模具,不论硬度高低,均可尝试CBN刀具来进行高效率加工。
2,根据模具的形状选择加工工艺和刀具
由于工件形状复杂程度,槽多宽、多深,有无曲面,表面有何要求等等,这些条件都决定了你应该选取刀具的直径是、有效长度,刀具类型是平底还是球头,以及刃数等等。
确定好的加工工艺,采用合适的刀具,可以完成模具的粗加工、半粗加工、精加工、余量铣削和一次(或二次)清根,把最粗糙的模坯加工成满足各种需求的工件成品。
同时“刀具改变工艺”,如果采用先进、高效的刀具(譬如组合刀具,复合刀具)还能为模具制造企业降低加工成本、提高生产效率大有帮助。
3,废旧刀具重磨降低模具加工成本
① 将精加工的刀代替粗加工的刀,粗加工的刀换下来
② 刀具重磨与返修一般再重磨刀具的费用是新刀成本的30%左右,而且通常专业修磨刀具的公司还会对刀具进行涂层,相对来说将刀具重磨还是比较划算的。
2 ~# x1 z# ?; a b' f2 j1 {| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |