机械必威体育网址
标题:
在铜板上面铣田字槽,有什么好办法让铜柱不倒
[打印本页]
作者:
水冷王
时间:
2012-1-29 20:55
标题:
在铜板上面铣田字槽,有什么好办法让铜柱不倒
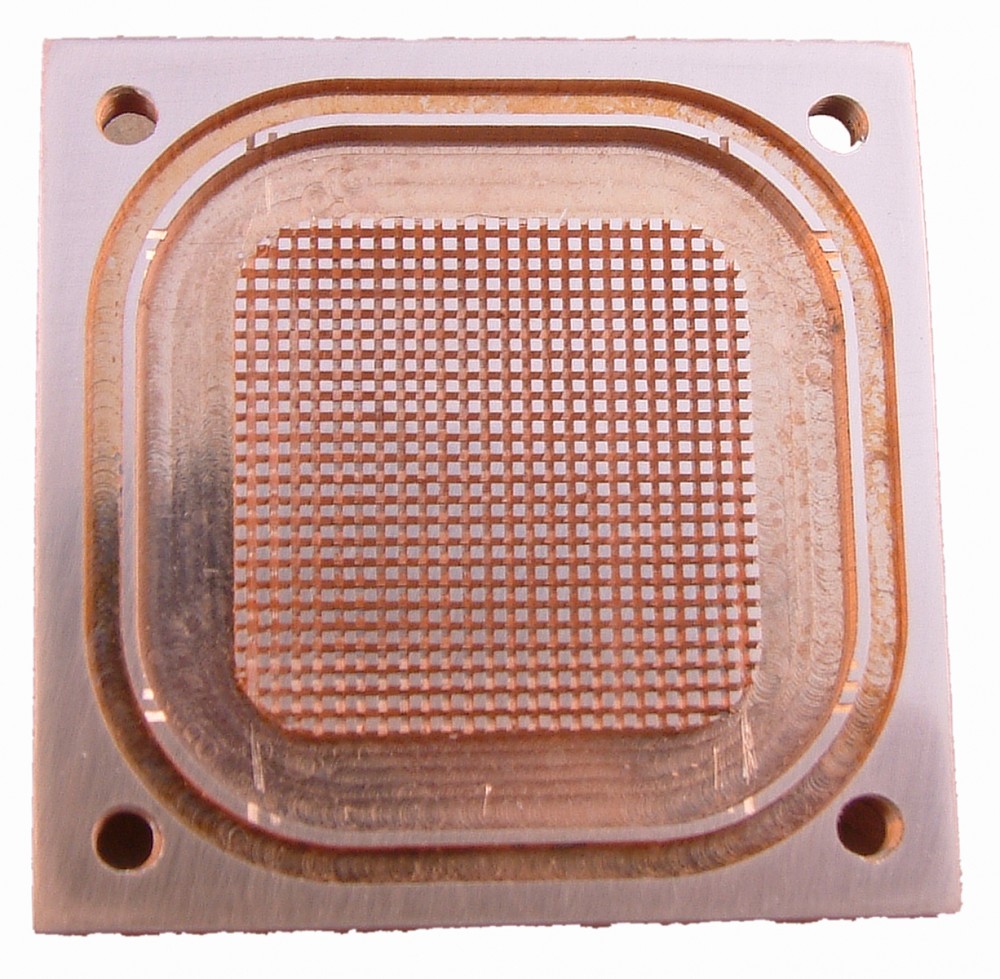
在铜板上面铣田字槽,先铣好一字槽以后再铣田字,现在办法落后,很多铜柱倒了不说,而且槽里面有铜的残渣难以清理,想到铣好一字槽以后,在槽里面添加填充物,可以阻止铜柱倒伏和残渣的形成,用什么充当填充物好呢?
3 `" w5 H" O" h5 S5 V
5 _3 q# `1 W; D7 {. E
补充内容 (2012-1-30 09:55):
: r2 k8 r" k3 i
这个是用卧铣干的,铜柱间距0.5*0.5毫米,大小也是0.5*0.5毫米,所以用雕刻机干是不可能的,干出来也是天价了
作者:
生存于山水
时间:
2012-1-29 21:17
用很细的铣刀层铣,或用电火花加工试试
作者:
恩兴
时间:
2012-1-29 21:27
你是用手工机床加工的吗???看上去很粗糙....现在用精雕机做出来的很光滑的而且精度又高。。。用手动落后了
作者:
取经路上的唐僧
时间:
2012-1-29 21:57
用电火花加工不就行啦!
作者:
t2930
时间:
2012-1-30 00:01
这个是散热片,用火花加工就是把豆腐搞成肉价钱了,精雕机应该是合适选择
作者:
南京东瑞
时间:
2012-1-30 09:11
风冷还是水冷?看架势是水冷的,建议改变结构,如果你可以控制的话,这种流道不是最好的。只是看起来比较好而已。
作者:
秋叶枫红
时间:
2012-1-30 09:25
象是CPU水冷散热片,8过这个流道么,似乎不是那么合理。
作者:
xuechaoqun
时间:
2012-1-30 11:06
铣过单向槽后,在里面填充石蜡或硬橡皮泥,再分层铣另外一向。有条件的话用高速分层铣,又快效果又好,变形还小。
作者:
zss123
时间:
2012-1-30 19:04
精雕机应该是合适选择
作者:
aieluosi
时间:
2012-1-30 20:24
请问大侠们,现在精雕怎么计价的啊?
作者:
狙击手
时间:
2012-1-30 22:09
咣机 一下 冲压出来。还加工什么呀?
作者:
yjl0803
时间:
2012-1-31 09:29
铜柱间距0.5*0.5毫米,大小也是0.5*0.5毫米 这不碰一下就弯了嘛
作者:
847844951
时间:
2012-1-31 16:20
开模,直接压铸
作者:
makino
时间:
2012-1-31 18:59
试试用锯片刀切(用立铣床)不要一次切到位。
作者:
超哥晒
时间:
2012-1-31 21:31
深度也是0.5吗?数量有多少?我来接单
作者:
伊水茶缘
时间:
2012-2-2 10:20
847844951 发表于 2012-1-31 16:20
, P' S D, o) E
开模,直接压铸
" n J- ^/ }0 O6 f) q; F* n0 O
费用高!!!
作者:
伊水茶缘
时间:
2012-2-2 10:23
选择一、电火花 适合单件小批量
" I" \7 `; {, c; ~) A7 j2 ~
选择二、分层高速铣,这个成本也不会太低
# G: s% Z/ b `- j9 h) R& P
作者:
muhuali
时间:
2012-2-2 11:24
散热片,没看过,长见识了。
作者:
懒得不要命
时间:
2012-2-2 17:21
用蜡
作者:
qjd7175
时间:
2012-3-3 23:07
还是紫铜啊,,,加工出来算有本事了
9 y) ]- J% T4 n) v) K0 T
欢迎光临 机械必威体育网址 (//www.szfco.com/)
Powered by Discuz! X3.4
, P' S D, o) E