机械必威体育网址
标题:
扩孔的机加工操作
[打印本页]
作者:
start_00000000
时间:
2025-1-2 11:55
标题:
扩孔的机加工操作
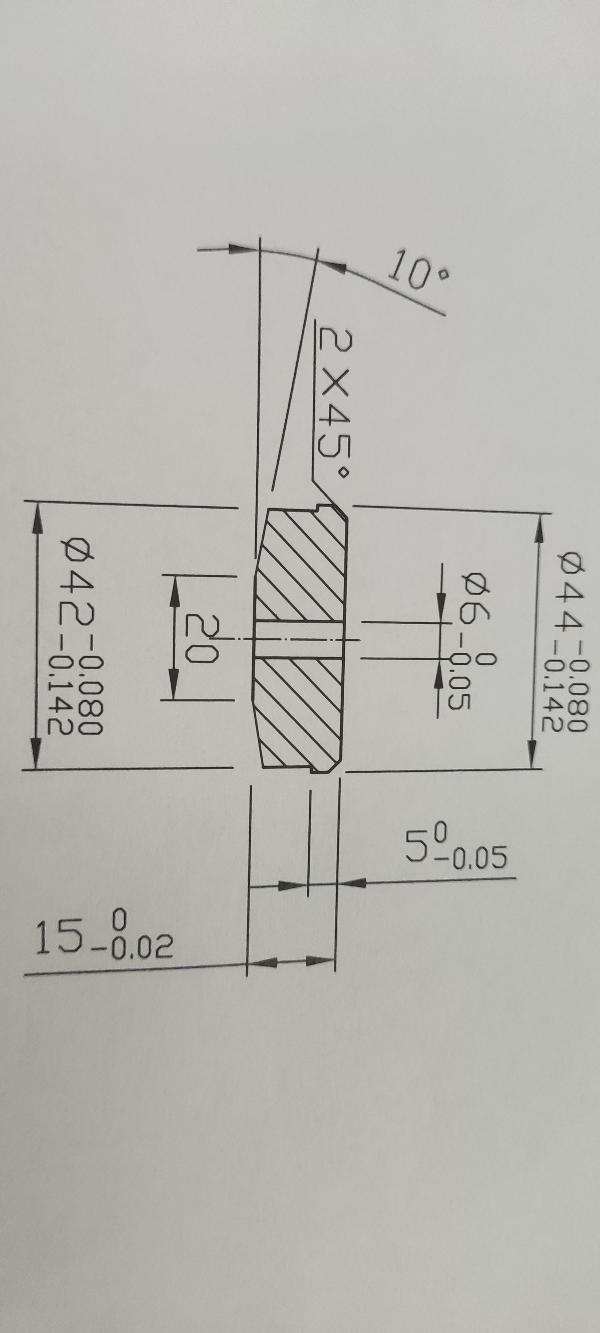
如图,中心孔现在标注的是6mm,实际上我计算值是6.35,这个零件装机后测试,先按6mm来,然后再扩孔,为了精确,可能最后需要5丝5丝的加,比如最终结果是6.33。因为我的计算值是理想值,实际只能一点点试
" U7 O K) Y$ b5 O6 ~5 j9 z0 l" Z
我就想问机加工怎么加工这个内孔,比如现在是6mm,下一步我让你扩孔到6.05mm, 机加工加工工艺如何?
作者:
cangzhoumj
时间:
2025-1-2 13:00
铰刀
作者:
UCHIHASASUKE
时间:
2025-1-2 13:13
6扩到6.05用铰刀就可以。6.35可以上车床修正卡盘车。
9 H# g/ O1 O) Y
作者:
走在大路上
时间:
2025-1-2 13:30
看材料,软的料用插孔
作者:
闲着难受
时间:
2025-1-2 13:34
用5mm的铣刀,正常编程,操机的加刀补就可以。
作者:
尹志春
时间:
2025-1-2 14:16
不用扯这么多,不是硬料,直接钻头,6.35的钻头一打就是6.33
& [1 h( {* j* `1 a4 K
6.05就直接用6.05的铰刀
% ~! X* P Q; ^3 N. U
0 T! L9 t! l$ y5 D, c# P
作者:
wtangzz147
时间:
2025-1-2 14:23
问一下你这个孔是干什么用的
作者:
wtangzz147
时间:
2025-1-2 14:27
可以考虑做好几个零件,只是孔的直径不同,6.05 6.1 6.15 6.2 6.25 6.3,差不多做6个吧
作者:
fremoond
时间:
2025-1-2 15:39
钻头精度应该达不到
作者:
易错易混
时间:
2025-1-2 16:23
我给的方案是:干不了
作者:
dtltc123
时间:
2025-1-2 16:34
看你用什么设备干呗,镗刀,铰刀都行啊,现在的很多精镗直径调节精度可以达到2微米。
作者:
张慧军zhj
时间:
2025-1-2 16:39
你的这个中心孔做什么用的?标记这种精度?材料是什么?
2 q h6 [& a j; t( `
可以用拉床,镗床,铣床加工。得看你真实需求了。
作者:
平凡yjr
时间:
2025-1-3 16:37
钻孔要留余量,否则会打大了
作者:
雨落拂尘
时间:
2025-1-8 09:06
铰刀可以,内外圆同心度好的话,可以车床修爪也可以。同心不好的话可以加工中心分钟扩孔。甚至线切割也行,根据批量和需求合理选择
欢迎光临 机械必威体育网址 (//www.szfco.com/)
Powered by Discuz! X3.4