popwilsword 发表于 2024-12-20 14:16
能不能具体举一个现实中的例子,这些理论跟现实都脱节了,你发的这个题目什么情况下会有类似的现实场景,方 ...
popwilsword 发表于 2024-12-20 14:21
调解各零件的公差可以提高装配的合格率,这是一定的,这是一个定性的分析结论,但是提高了多少这是是定量 ...
popwilsword 发表于 2024-12-20 14:24
一开始设定的公差,装配了100件,只有80件合格,OK,合格率是80%。然后要提高合格率,修改公差设定值,但是 ...
lyq666 发表于 2024-12-20 14:24
是的,这个是需要看现场车间对产品的加工能力,不过那些都是后话了,咱们设计端一开始总要先给个公差吧, ...
魍者归来 发表于 2024-12-20 14:28
如果是学校出的题目,估计是把尺寸公差假设成正态分布或者其他特定分布了吧,如果没有给出分布特征的话, ...
 哥们这么多年还坚守必威APP精装版下载啊
哥们这么多年还坚守必威APP精装版下载啊popwilsword 发表于 2024-12-20 14:24
一开始设定的公差,装配了100件,只有80件合格,OK,合格率是80%。然后要提高合格率,修改公差设定值,但是 ...

popwilsword 发表于 2024-12-20 14:30
哥们这么多年还坚守必威APP精装版下载啊
lyq666 发表于 2024-12-20 14:42
大佬们别光分析不给答案呀,可以来一套完整的分析过程嘛,让我好好学学
狄奥多西今犹在 发表于 2024-12-20 14:44
https://www.bilibili.com/video/BV1uT2BY1Eu6/?spm_id_from=333.999.0.0
lyq666 发表于 2024-12-20 14:57
大佬,这个我看过了,他讲的确实很好,但是也是像魍者归来说的那样,假定所有的公差都是正态 ...
lyq666 发表于 2024-12-20 14:57
大佬,这个我看过了,他讲的确实很好,但是也是像魍者归来说的那样,假定所有的公差都是正态 ...
popwilsword 发表于 2024-12-20 15:14
噢,那我懂了,你问的就不是一个机械问题,而是数学问题,更准确的说是机械包装的数学问题,类似于数学建 ...
狄奥多西今犹在 发表于 2024-12-20 16:00
6西格玛?一般3西格玛都是99%,6西格玛得用百万分之几不良率了,你用软件拉一下正态分布曲线吧,6西格玛 ...
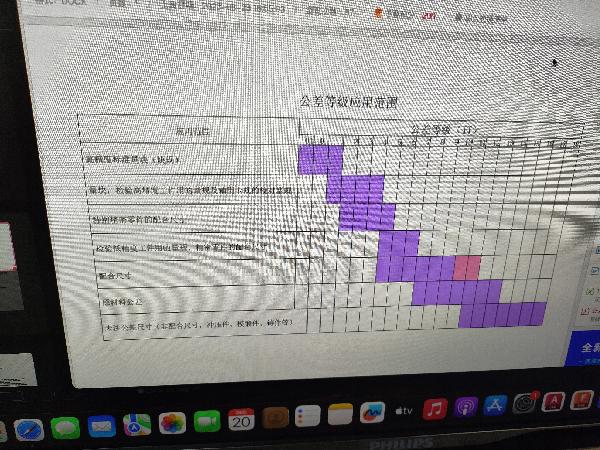
|lyq666发表于 12-20 16:23<br>嗯嗯,大佬,我刚刚试了所有公差按照冲压IT10,公差表来确实是能满足要求,但是这个精度感觉好高呀,例如尺寸10的公差是0.058,我们公司不一定能达到,然后我又换了冲压IT14,就发现不满足所需要求了,这个公差等级的选用也要根据公司实际情况来吗?是不是也要统计CPK<img src="//www.szfco.com/data/attachment/forum/202412/20/161626dm96klh9lgiqgvh3.png" border="0" alt=""><img src="//www.szfco.com/data/attachment/forum/202412/20/161626srzzcb3xg668bo3s.png" border="0" alt=""><img src="//www.szfco.com/data/attachment/forum/202412/20/161751kqtt705g65kktir4.png" border="0" alt=""><br>
|lyq666发表于 12-20 16:23<br>嗯嗯,大佬,我刚刚试了所有公差按照冲压IT10,公差表来确实是能满足要求,但是这个精度感觉好高呀,例如尺寸10的公差是0.058,我们公司不一定能达到,然后我又换了冲压IT14,就发现不满足所需要求了,这个公差等级的选用也要根据公司实际情况来吗?是不是也要统计CPK<img src="//www.szfco.com/data/attachment/forum/202412/20/161626dm96klh9lgiqgvh3.png" border="0" alt=""><img src="//www.szfco.com/data/attachment/forum/202412/20/161626srzzcb3xg668bo3s.png" border="0" alt=""><img src="//www.szfco.com/data/attachment/forum/202412/20/161751kqtt705g65kktir4.png" border="0" alt=""><br>
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |