机械必威体育网址
标题: 毛刺问题,通过solidworks教你解决 [打印本页]
作者: 一往冇前 时间: 2023-3-18 09:41
标题: 毛刺问题,通过solidworks教你解决
某运输齿条零件图及工艺
$ Y$ m) Q e3 Z T& m8 H: w; _8 ~
该齿条零件是某木材切割设备中的输送部件,在工作过程中靠齿面摩擦带动木板投入切削。
为保证齿面与板材均匀接触,对齿顶面平面度和齿顶到底部安装平面的尺寸精度都有较高的要求。该零件属于易损件,需要定期批量更换,对批量加工的精度和效率也有较高的要求。
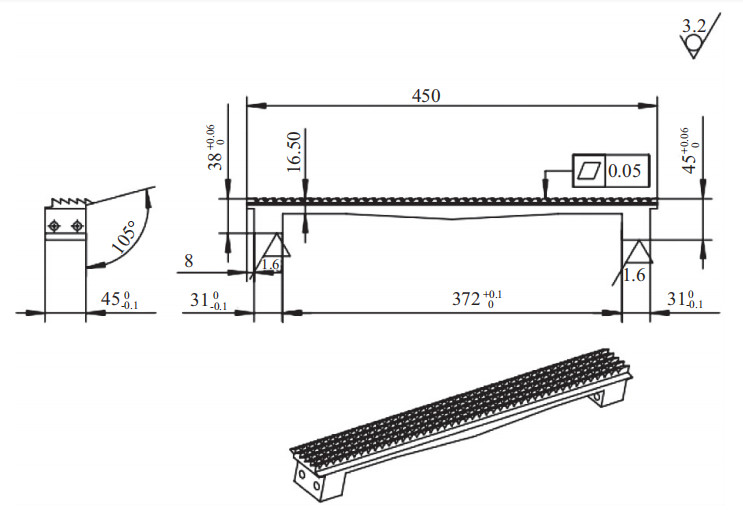
拟定工艺路线:该零件为铸造毛坯,如图1所示。
图1 齿条零件图
毛坯已铸出斜齿和一些主要结构,需要对齿顶面、两侧面、底面各部进行加工。
根据该零件的结构特点,初步拟定加工顺序为:铣侧面(直)→铣齿面→铣侧面(75°斜面)→铣底面各部→铣齿面三角槽→钻孔。
夹具设计
& m% [' E1 K- Q$ @: W3 z A
: h1 `( |. S! h$ Y7 r' g该零件大部分工序内容为铣削工序,为了提高批量生产效率,需要应用软件为铣齿顶面、铣两侧面、铣底面工序设计3套专用夹具。
1. 铣齿顶面夹具
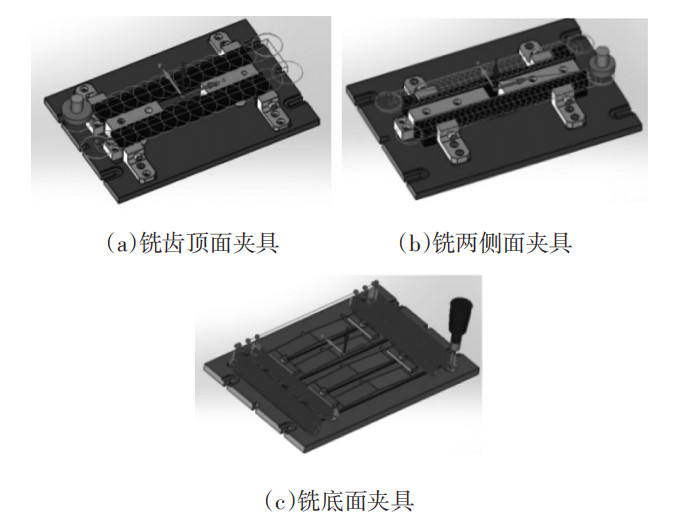
如图3所示,铣齿顶面夹具由底板、等高块、对中块、限位块、压紧螺栓等零件组成,一次可安装2个工件。底板上设计有2个定位键槽,安装时定位键与工作台T型槽配合,保证夹具定位的准确。底板通过螺栓固定在工作台上。
图2 铣齿顶面夹具
夹具中有等高块、对中块、限位块3组定位元件。等高块与零件底部接触,限制工件沿Z轴平移、绕Y轴旋转两个自由度;对中块与工件侧面接触,限制沿Y轴平移、绕X轴旋转、绕Z轴旋转3个自由度;限位块与工件端面接触,限制沿X轴平移1个自由度。
通过3组定位元件,完全限制工件的6个自由度,实现完全定位。夹具安装完成后,对定位元件表面进行一次走刀加工,可保证各定位元件构成的坐标系与机床坐标系完全统一。
2. 铣两侧面夹具
如图3所示,铣两侧面夹具由底板、对中块、限位块、压紧螺栓等零件组成,先后用于两道铣侧面的加工工序,一次可安装2个工件。
图3 铣两侧面夹具
其定位原理与上述的铣齿顶面夹具基本相同,定位元件由底板、对中块、限位块组成。底板限制沿Z轴移动及绕Y轴旋转2个自由度;对中块限制沿Y轴平移、绕X轴和Z轴旋转3个自由度。
夹具安装完后,用立铣刀侧刃对对中块侧壁进行一次走刀加工,可保证对中块完全与机床Y轴方向平行。
但这里会出现个问题,在进行侧面(75°斜面)铣削工序中,齿面会产生大量毛刺,通过钳工工序可以将毛刺去除,但无法保证所有细小的毛刺都被彻底清除,这些毛刺会对定位产生严重影响,那应该如何解决毛刺问题?
3. 铣底面夹具
如图5所示,铣底面夹具由底板、压板夹紧装置、偏心夹紧装置等部件组成,一次可安装4个工件。
图4 铣底面夹具
为简化夹具结构、提高精度,铣底面夹具的主定位基准(底面)和辅助定位基准(侧面)直接在底板上铣削加工出来。
底面限制沿Z轴平移、绕X轴和Y轴旋转3个自由度;侧面限制沿Y轴平移、绕Z轴旋转2个自由度。
为使工件底面各部可在一次安装中全部加工完成,则沿X轴平移方向无法安排定位元件,故在安装中使用测量块确定工件端面与夹具凹槽侧壁之间的距离,工件夹紧后撤走测量块,并沿Z轴方向及沿Y轴方向设计了压板夹紧装置和偏心夹紧装置,夹紧力指向主定位基准(底面)与辅助定位基准(侧面),提高了定位的可靠性。
而在解决毛刺的问题上,铣底面夹具的设计做到了,在主定位基准(底面)两侧设计凹槽,突出的毛刺在安装中会陷在凹槽中,就不会对定位产生影响了。
毛刺控制
, ^0 u. Y' f& e6 d5 ?% t# a n1. 刀具的磨损程度会直接影响毛刺的产生;
2. 当毛刺过多、过大且在切削过程中伴有火星产生时,应及时更换刀片;
3. 在各道工序中,还应充分考虑到毛刺的方向;
4. 当毛刺影响到下道工序定位面时,必须彻底去除,避免影响定位精度。
在设定走刀路径时,可以根据刀具旋转和走刀方向,将毛刺的方向指向待加工表面,这样既可以避免毛刺对定位基准的影响,又可以将毛刺在下一道工序中被切除、减少去除毛刺工作量。
变形与振动控制
) K2 K* {9 n2 h# ^/ l: c
该零件在工作中承担木板的输送功能,其齿顶面平面度要求小于0.05mm。工件在装夹时Z轴(垂直)方向的两定位面跨度较大,容易在切削力的作用下引起过大的弯曲变形。通过有限元分析的方法计算切削变形程度,进而调整工艺参数。
1. 有限元静力分析
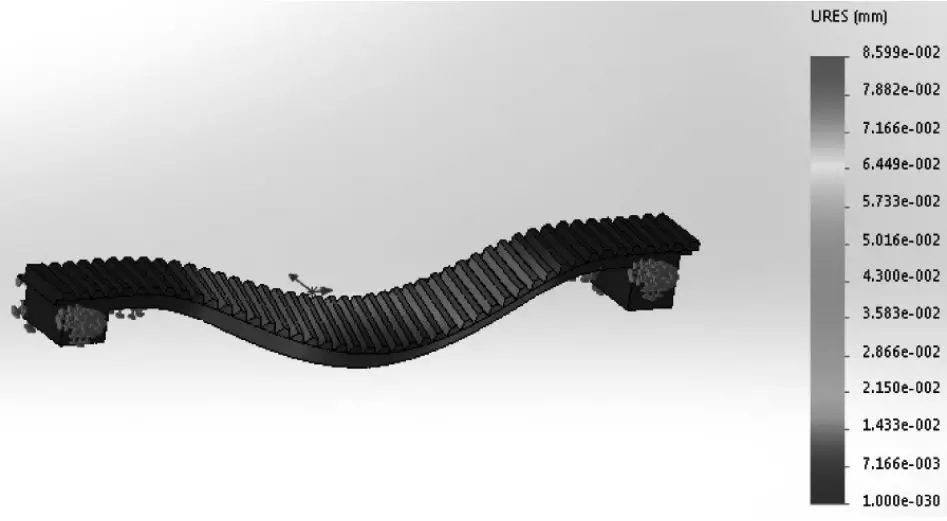
从齿条的结构上可以分析出,其定位和夹紧面在两端,中间悬空的跨度较大,当铣削到中间位置时变形将达到最大,故取此处作为分析位置。将三维模型导入Simulation有限元静力分析模块,按实际情况加载边界条件,包括:约束、切削载荷等。
图5 按中等网格大小进行划分的有限元静力分析
通过分析得出Z轴方向最大位移为0.086mm,不能满足平面度0.05mm的要求。为降低切削力,减少工件变形,采用减小背吃刀量的方法。在铣齿顶面工序中安排粗铣和精铣两次走刀,吃刀量分别为0.8mm、0.2mm。
通过再次分析计算,精铣最大变形量小于0.02mm,满足精度要求;粗铣最大变形量虽约为0.06mm,但此误差可在精铣中被去除。
2. 振动分析
齿条在加工过程中一旦发生共振,工件表面出现会出现“弹刀纹”,影响表面质量。控制共振必须使工件的固有频率远离激振频率,而激振频率远远低于工件固有频率,不会发生“弹刀”现象。
运用Simulation有限元模态分析模块,按工作情况加载约束、载荷等边界条件,计算得出其前3阶固有频率分别为638Hz、1533Hz、1761Hz。在切削过程中,激振频率有主轴转动及刀片切削产生的振动。
3.程序编制及干涉检查
将三维模型导入中SolidCAM自动编程模块,按实际工艺情况设定毛坯、工件原点、夹具、刀具、切削方法等内容,生成数控加工程序,通过仿真模拟,可以直观地掌握加工情况,并检查刀具是否与工件或夹具发生干涉、工作台移动是否超程。
3套夹具仿真加工结果如图6所示。
图6 SolidCAM仿真加工
+ ?8 u# w8 X- t4 F9 \
作者: 328Feng_328 时间: 2023-3-18 12:59
++++学习
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) |
Powered by Discuz! X3.4 |