机械必威体育网址
标题: 花键角度的定位方案 [打印本页]
作者: 一往冇前 时间: 2023-2-18 13:29
标题: 花键角度的定位方案
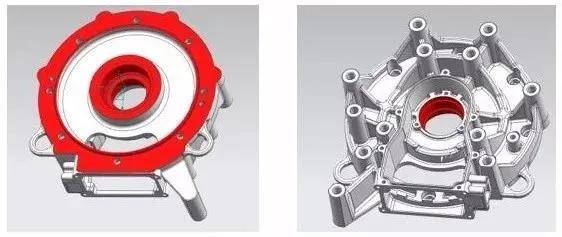
PART 01 车加工夹具方案具体工况:车加工所有红色面,不要求一次性加工完毕。
7 h* R7 B3 E. X0 z9 o" T
2 N/ H, c4 x$ L- _2 R7 T) ~' Y
思维启迪
A:用非标卡爪夹外圆就可以。
G0 n# O$ b( g" c) m
B:胀心。
* f% M" ?- k: w, V
PART 02 花键角度的定位方案4 L) |% H' B. G
具体工况:做销孔,要和花键有个角度,位置度要求0.1,换成角度±0.29度。现在是个母花键类似的,但是效果不好,80%能±0.15度,但是有20%超差,差了0.4度。这活一圈都有加工部位,2头铣扁,中间打孔上下面倒角,花键还铣一个缺键。
2 x% ^& J; |# v9 e
8 V. o; `" F" ~! z: V' X
+ z2 ]& L; ?! u% w
思维启迪
A:v型定圆柱部分,弹性销子定角向,夹紧后加工。三个齿过定位了,用一个齿,定位部分一定是弹性的。
1 w- l- O9 I6 \
' d0 {9 W$ F x3 C0 F
B:换测针,在线测量自动找正。
6 ?4 G5 P& n' p9 o
PART 03 单、双和三刃镗刀的优缺点; c& H) z0 `- V9 q! h, ~9 g
具体工况:两节孔直径9㎜,跟主轴孔的平行度差很多。现在所有精度孔都是钻扩铰。
# N/ g6 H% B- { z- S4 N- K# s( v
思维启迪
A:单刃可以精加工用,双刃是比较传统的粗镗刀,三刃口粗加工效率更高。主轴孔一定要精加工,镗刀保这个孔的形状公差。旁边那个小孔不能只是钻,要扩一下,如果光洁度不好影响两节孔的质量,还要铰刀过一下。
9 i: q5 S* k( V% d
B:自制一个铣刀加长杆,铣刀直径做到8.8,钻头用8.5,最好用直刃钻,整体合金直刃钻。首先保证零件在工装上不会变形,或者变形很小。
) ^' ?, f" _: Z# y
作者: 328Feng_328 时间: 2023-2-18 15:52
打卡
作者: 18137630758 时间: 2023-2-20 13:26
这是个大佬啊,能聊聊你的工作经历吗?年轻人迷茫了,想向前辈问
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) |
Powered by Discuz! X3.4 |