机械必威体育网址
标题:
请教:调质工序对么
[打印本页]
作者:
道治
时间:
2022-3-26 16:34
标题:
请教:调质工序对么
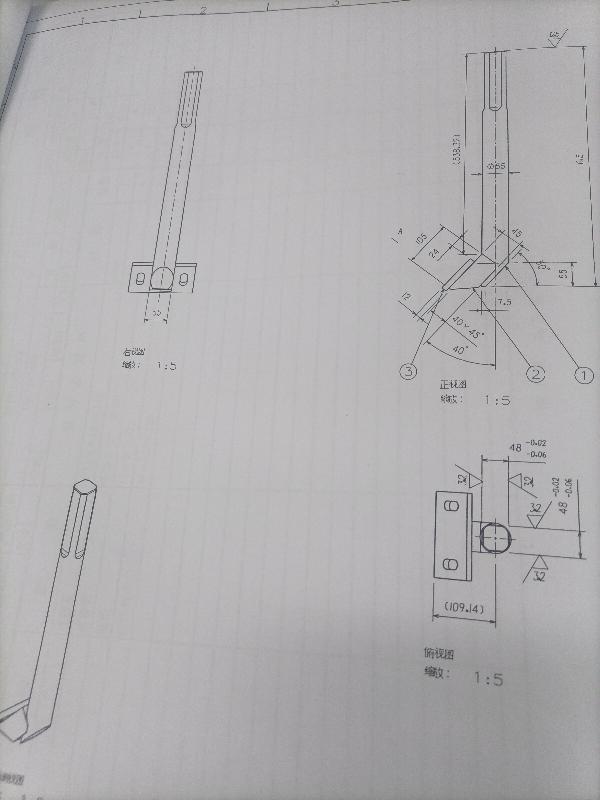
轴40CR.其余板材Q235,轴调质硬度HB240~280HB.粗加工—调质—预热—焊接—焊后保温—精加工。工况齿轮箱
作者:
小胖子挤挤
时间:
2022-3-26 16:47
为什么不可以用同样的材料?量大节约成本?
作者:
290739802
时间:
2022-3-26 16:53
轴的毛坯直径选68,先调质再粗车,去除氧化层再焊接
作者:
道治
时间:
2022-3-26 19:53
|290739802发表于 03-26 16:53
轴的毛坯直径选68,先调质再粗车,去除氧化层再焊接
调质后,轴表层有硬度还是整体有硬度,调质后,粗车会不会把硬度层切削掉
作者:
未来第一站
时间:
2022-3-26 20:14
我看行,整体不是很长也可以精加工前调质。
作者:
韩寒11
时间:
2022-3-26 20:30
粗加工后调质可以很好的保证轴的硬度均匀
作者:
hl90
时间:
2022-3-26 21:43
我是在那本书上看到过,是misumi的技术部分还是在哪,我忘了,工艺确实可以调质后再精加工的;
等我哪天在看到了,我在发出来,
作者:
冷水黄金
时间:
2022-3-27 10:43
可以,这样最稳妥。其它方法如果不是超大批量,节约不了多少成本。
作者:
远祥
时间:
2022-3-27 17:32
调质比较合适的,改善零件机械性能!
欢迎光临 机械必威体育网址 (//www.szfco.com/)
Powered by Discuz! X3.4