机械必威体育网址
标题:
这种通轴的孔怎么加工?
[打印本页]
作者:
lmpbjs1988
时间:
2019-12-23 16:50
标题:
这种通轴的孔怎么加工?
各位!
: _) u! ]) j. D1 S
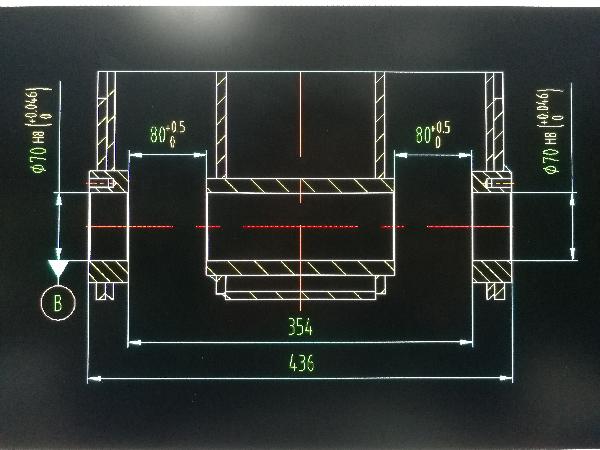
如图所示,这种通轴的孔怎么加工?这是一个重要的轴孔,要求保证同轴度、垂直度等形位公差,怎么标注尺寸,拜托大神们支招!!
# O3 f% N- G2 E3 r9 \
谢谢啦!
8 f4 _+ B; M* X5 C
" C- Z1 Y4 K& X& n: f5 R8 |
作者:
晓昀
时间:
2019-12-23 18:25
用镗床加工,一刀镗过去。
作者:
韩寒11
时间:
2019-12-23 19:41
镗床上一次装夹,先钻孔,后粗加工,最后镗刀精加工一刀过就行了
作者:
魍者归来
时间:
2019-12-23 20:56
镗床1刀过去就OK了
作者:
ckc521
时间:
2019-12-23 21:25
加尾座穿镗
作者:
未来第一站
时间:
2019-12-23 21:26
尺寸线从左拉到右标一次就行了。
作者:
桌前一盆花
时间:
2019-12-24 08:20
镗床直接过去就可以了。楼主这个工件也不是很长,再长的工件加工还有卧式镗床。
作者:
zjszw1973-4
时间:
2019-12-24 09:10
设备可以用镗床。难点在于工装夹具上。
作者:
alandelong
时间:
2019-12-24 14:22
镗刀杆会不会变形呢?
作者:
lmpbjs1988
时间:
2019-12-27 09:54
镗刀一刀干过去,会不会微小偏移,与中线垂直度难以保证呢?
作者:
lmpbjs1988
时间:
2019-12-27 09:55
镗刀一刀干过去,会不会微小偏移,与中线垂直度难以保证呢?
作者:
Victorier
时间:
2020-5-5 20:46
4.6丝的公差,必须考虑镗床主轴跳动,如果是单组孔,65的底孔足够了。
作者:
rzxeq1
时间:
2020-11-12 08:54
加工完再切断就行了
作者:
果果DJ
时间:
2021-12-11 18:53
你这通孔的标注就有问题,在一端标注,拉到另一端就行了
欢迎光临 机械必威体育网址 (//www.szfco.com/)
Powered by Discuz! X3.4
 " C- Z1 Y4 K& X& n: f5 R8 |
" C- Z1 Y4 K& X& n: f5 R8 |