
状态失控 发表于 2019-12-21 16:20
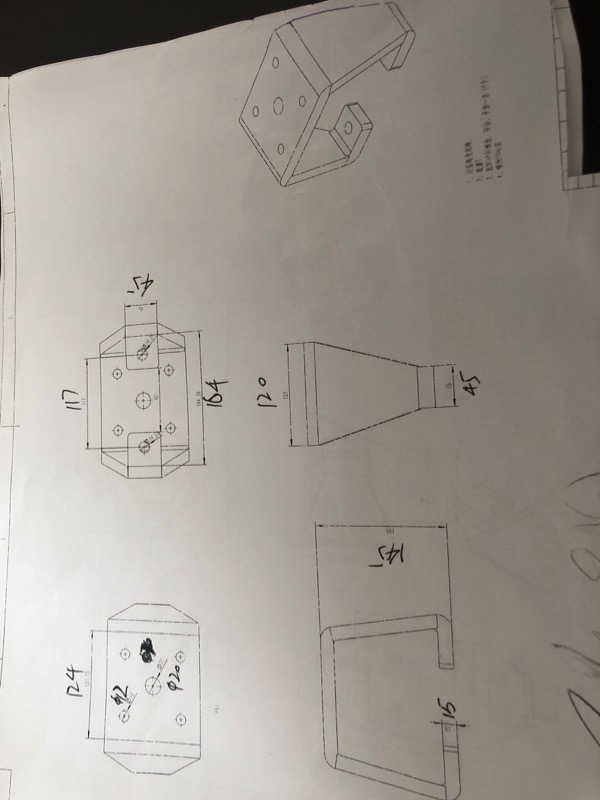
那个折弯半径!!
詹姆斯007 发表于 2019-12-21 21:01
铆工工艺的折弯里,有一个概念叫清角折弯,就是内圆角半径为零。
|晓昀发表于 12-21 19:48这么厚的板,为什么要采用折弯形式呢?采用焊接形式,然后把焊缝打磨光滑,外观也很好看,强度也不低。
|远祥发表于 12-21 12:35<img src="http://appi.cmiw.cn/upload/2019-12-21/20191221123457_2090288128.jpg" border="0" alt="">
|韩寒11发表于 12-21 11:38从图上来看的话,没有什么精度要求,完全可以板材下料后焊接,钻孔可以在焊接后进行
|lihaitao-lijing发表于 12-21 12:52用折弯机有难度,改用冲床试试。
|集成机甲发表于 12-21 15:05非要折的话最后折钝角,需要改刀。15的厚度,这么小的零件,确定能折出图上那么小的 R 角么,即使折出来能保证不出现裂纹么。还是焊接或者铸造吧。
|大萝卜发表于 12-21 22:55<br>清角折弯,需要开槽后折弯的
给自己的歌 发表于 2019-12-22 08:57
你的意思是切割下来再焊接打磨?
詹姆斯007 发表于 2019-12-21 21:01
铆工工艺的折弯里,有一个概念叫清角折弯,就是内圆角半径为零。
给自己的歌 发表于 2019-12-22 08:58
家里有激光切割机,所以想到直接切割再折弯
Cavalier_Ricky 发表于 2019-12-25 16:24
烧红了,就是软片片一个。然后,简单工具就搞定了。
Cavalier_Ricky 发表于 2019-12-25 16:24
烧红了,就是软片片一个。然后,简单工具就搞定了。
jay123486 发表于 2019-12-25 16:46
大锤80、小锤40么。。。
| 欢迎光临 机械必威体育网址 (//www.szfco.com/) | Powered by Discuz! X3.4 |